ѡ��ı�����Ŀ��
�������߲��������ص������ƶ���С�����ȳ���Ҫ��ߴ羫�ȸ����������á����磺�ں���ʽ������������ֱ��6.5�����������33���������Ϊ463���������������������ɢ�ȿ죬�½���200�����ҡ�
�����������������ӣ������յÿ���࣬������ʱ�����ӻ�ͨ�������ߴ粨����е���ܲ�������������������ѡ�����ͷβ�ߴ��ж��ӡ����⣬�߲Ķ�����С��������ϵ��Ҳ������ԣ��߲����ƴ���Ҳ��࣬�½�Ҳ���Ϊ�˽�Լ�ܺģ���߲�Ʒ��������������ʣ�������Ҫ����һ�γɲġ�һ���߲�������Ϊ�������������������������顣���ԣ��߲ij����������࣬Ϊ�˱�֤�����¶ȣ��ڶ���С�����ζ������£�ֻ�и��ٷ�չ�ſ��ܽ���½����ì�ܡ����⣬����Ҳ���׳�������Ļ������ӡ����ԣ��߲�������ȫ�������ᵽ�ر�λ���ϡ��½������Կ��ͺ͵�λװ��ĥ��죬��Ҳ�졣���ԣ��߲������ɺ���ʽ��չ������ʽ�������������������ٻ����Զ����߾��Ȼ���չ����Ӧ�����˸��ٴ��߲���������Щ�����������ȸߣ����������ٶȿ졣�ڼ������������ȴ��ʹ�߲�������ý�����ٷ�չ���߲�����������ˣ��߲����������ٶ��Ǻ����߲���������ˮƽ����Ҫ��־֮һ������ʹԭ�ϼ��ȣ����ƺ;����ȹ��������¼����������������Ҫ�����������������߲IJ�Ʒ��
�������߲ĵ���;�ܹ㣬�ڹ��ø��������У��߲�ռ����Ҫ��λ���е��߲����ƺ��ֱ��ʹ�ã���Ҫ���ֽ�����������е�����Ϊ�ټӹ�ԭ�ϣ������ټӹ�����ʹ�ã��磺������˿�ɸ��ָ�˿�������ɸ�˿�����֯��˿������� ���ȶ�í������˨����ͺ�Һѹ�ݶ����Լ��������������ӹ���е������ߡ�������;�ܹ㷺���⣬��������Ҳ�ܴ�
���������й�����ͳ�ƣ������߲IJ���ռȫ������������5.3��15.3������������Ҫ����߲����ܼ���������Խ��Խ�ߡ�Ҫ����߲Ļ�ѧ�ɷ֣���е���ܣ�������֯���������ȶ������飬���ϱ����ɳ��������ԣ����߲ĵ�Ҫ������������������¼����ķ��ٷ�չ��
������ѡ���Ŀ�Ķ��߲Ĵ������鲿�ֽ��иĽ���ƣ���Ϊ�����ο������ƣ��ĵ����������ƣ�����������һ�����ơ��������������ֵ��½����Խ��͡��������ֲ��ö�������Ͷ���٣����������������ף������϶�ʱ�����������������ƣ�����̣�ռ�����С����һ���ǿ����������൱���е������ƣ�����500������ѹ������ʹ�½��١���ˣ�ѡ��500�����߲�������ƣ����ʱ����һЩ�¼���ʹ���ĵ������㣬������ߣ����������Ժ�������Ҫ��
1.2 �߲������ڹ�����ķ�չ����
1.2.1 �߲ij��������������ʽ
�������߲ij��������������ʽ�����֣�����ʽ��������ʽ��������ʽ��������ʽ�������߲������ķ�չ�����Ʒ������ɺ���ʽ������ʽ��չ����������ϵͳ����ƽ��-���䣬����-���ͣ���-���ͣ���Բ-���͵ȼ��ֿ��ͷ��������ǣ���ѡ����ϵͳӦ�������Ҫ��һ���������ƽ������ϵ������Ӧ���ڶ�����������Ҫ�룻��������������ͷ��̫���أ����ģ�������������״��̫��ȷ���������ο������б��ξ�����ͷС��ҧ���ȶ����ŵ㡣���ԣ�������ǰ����������ƽ��-������͡�
1.2.2 ���������������еĴ��ģӦ��
�������ڶ��������У��������뾫�����������Զ����ס����ң��֣����������ö������ƣ��ڸ�����Ť���������ǵ������ơ��������������;�����֮����߿��Գ��ֲ�ͬ�̶ȵ�������ˣ��ھ�����ǰ���������Ͳ���ף����γɻ�������������Щ������Ǹ����߲������IJ����ص�֮һ��
1.2.3 ���ú��������Ƶĺô�
�������ڸ�����Ť�߲�����֮����ú��������ƣ�����֤�������������������Ƹ�����Ӱ���߲Ķ���ߴ�����⡣����������أ��豸�������ӡ����豸�ı��������������������䣬��е������ر����أ������豸���ϣ�������ҵ���½�����ˣ��������������������߲������Ĺ��̼�����Ա����������Ŭ������Ҳ���߲�����ˮƽ����Ҫ��־֮һ��
1.2.4 �ʵ�����ܸն�
������Ϊ������Ƶľ��ȣ����ͻ��ܵı��Σ���ߴ���ϵͳ�ĸնȡ�һ����ö���������ȡ�����ܣ��ϣ���������ö�������˨���ӣ��������ݵ�Ӧ���ߣ����������ǿ�ȡ�
1.2.5 �����������ĥ��
�������������ϲ���̼���٣���ĥ�Ժã�������״���ױ仯��ʹ��Ʒ�Ƚ��нϸߵľ��ȣ����ұ��������á�ͬʱ�����������ã�ÿ��������ĥ����10��14�Σ��еĴ�30�Ρ�ÿ����ĥ��Ϊ0.5��ÿĥһ��ƽ������10000���ϡ�����ƽ��������20000��25000�߲ģ�����̼���ٺܹ��úϽ��������������Ϳ����߱�����ĥ�ԣ�������ĥ������
1.2.6 �ִ����߲ij���ķ�չ
�������ִ������䶼������Ť�������飬ͷ�и�����Ť�߲����ƣ�ʹ�߲����������ʣ��������ʣ������ķ���չ��������Ť�߲ľ��������õ������ƺ�������䣬�����ڼ��ȣ����ƣ��������涼�����µļ�����������Ť�������У����ʽ45°��Ť��������45°����ʽ������Ť��������Ī��ʽ����������Y�������ȵȡ�
1�����ʽ45°��Ť��������ʩ����ʽ��
����������Ϊ�տڿ��ʽ������˫֧�Ź�����С��䴫����������45°�������������90°������������������Ͽ������Ĵ���ȫ��������������������������ص��ǣ�
��1�����ڵĻ��ܽ���90°�����������߲��䣬ͷβ��Ť���ơ�
��2������ϵͳ�м��ٽ����������ᣬ�����˴�����֮�������߲�Ʒ�ߴ羫�ȣ�һ���ܴﵽ����
��3�������������������ȶ�����Ϊ�¹�ͣ��ʱ���������������ߵ�Ӱ�졣
��4����Ʒ���ٶȵȴﵽ50�������ʺܸߡ�
���������������ص��⣬������Ҫȱ�������������ã����Ҳ��ֹ����������ѣ�������ά�ޣ�Ͷ��Ҳ�ܴ�
Ŀ ¼
1����…1
1.1ѡ��ı�����Ŀ��…1
1.2�߲������ڹ�����ķ�չ����2
1.2.1�߲ij��������������ʽ…2
1.2.2���������������еĴ��ģӦ��2
1.2.3���ú��������Ƶĺô�…2
1.2.4�ʵ�����ܸն�3
1.2.5���������ĥ��…3
1.2.6�ִ����߲ij���ķ�չ3
1.3�����߲������о�����Ҫ���ݺͷ���…5
1.3.1�߲����������ƽ�沼��…5
1.3.2������������5
1.3.3�߲ij�����������գ����̣�…6
1.3.4�����߲��������о������ͷ���6
2������ѡ�������…7
2.1������ѡ��7
2.2�������������ص�…7
2.3������ѡ�������…8
2.3.1����������Ʒ���8
2.3.2��������װ�õ�ȷ��…8
2.3.3����ƽ��װ�õ�ȷ��…9
2.3.4������ʽ��ȷ��.10
3�����������ѡ��..12
3.1�������ļ���.12
3.1.1������Ҫ�ߴ��ȷ��.12
3.1.2���͵IJ���.12
3.1.3�������ļ���….13
3.2����������صļ���….15
3.3�����ѡ��….16
4��Ҫ�����ǿ�ȼ���…..17
4.1������ǿ�ȼ���….17
4.2���ܵ�ǿ�ȼ���….19
4.3������еļ���….25
4.4�������ļ���.25
4.5÷����ͷ�ļ���….30
5����H�ͼܵĸĽ�����.31
6�豸�Ŀɿ��Լ����÷���…..33
7������ѡ��…..34
7.1������е���….34
7.2���ֳ��ּ�֧����е���.34
7.3��������ȴ….34
8�Գ������ͶԿ���ϵͳ��Ҫ��….35
8.1�Գ�Ҫ��35
8.2�����35
����…36
��л…37
�ο�����…38
��¼A39
��¼B43
H�ͼ�.dwg
U�ͼ�.dwg
����1.dwg
����.dwg
���ܸ�.dwg
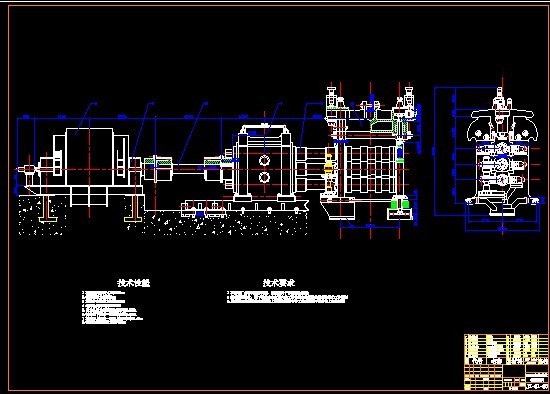
��װ��ͼ.dwg
Ŀ¼.doc
���˵����.doc
�߲��������ָ����.doc