焊接变位机是一种焊接辅助设备,它与焊接操作机、焊接滚轮架并称为焊接辅助设备中三大机。焊接变位机是应焊接行业的机械化、自动化发展需要而产生的。焊接变位机作为一种焊接配套设备,用于管子横向对接焊接,管子与法兰内外环缝焊接,管子对管子全位置焊接。焊接变位机可水平翻转角度,通过工作台的回转及翻转运动使工件上焊缝处于最理想的位置进行焊接,从而大大提高焊缝质量,减轻焊工劳动强度,尤其是适合焊接各种轴类、盘类、筒体等回转工件的理想设备。
本设计分析了解国内外焊接变位机的发展状况、以及焊接变位机在焊接机器人中的应用,设计了一种0.1吨小型座式焊接变位机。该变位机具有两个自由度,有两套独立的驱动和传动装置。可以方便实现工件的旋转和倾斜翻转,从而能使焊缝变化到平焊位置或“船形”位置。文中对驱动力的计算、机架的设计进行了说明,尤其是对传动装置的设计进行了重点说明。
本焊接变位机采用直流电机—减速机驱动工作台回转并倾斜,具有运动精度高、惯量小、制动性和稳定性好,可实现无级调速,方便实现正反转等优点。批量生产可获得比较高的经济效益。
关键词: 焊接变位机; 变位自由度; 焊接辅机; 焊接自动化设备;
本焊接变位机总体设计及适用范围
焊接变位机设计的出发点是满足系统的功能,从变位机械在该生产线中的功能入手分析,它主要包括以下几个方面的功能:
(1) 对焊件的停放;
(2) 能适应不同尺寸形状的焊件的焊接;
(3) 能够将待焊点沿着一定的运动轨迹移动到最佳焊接位置。
因此根据焊接变位机使用要求以及市场需求,本焊接变位机的总体设计要求如下:
本焊接变位机为两个自由度的焊件变位机;
其最大负载为100kg;
工作台倾斜角度为0°~135°,工作台倾斜角速度V倾=0.3~1r/min;
工作台回转角度为0°~360°,工作台回转角速度V回=0.5~3.15r/min;
能适应不同尺寸形状的焊件;
尽量采用标准件,便于加工制造。
本焊接变位机适用于小焊件的焊接,一般是那种手工不易搬动或者搬起来比较费力的焊件,对手工焊和自动焊都适用,主要是用来把焊缝变到易于施焊的位置,比如平焊和“船型”焊接位置。
2.2 设计方案的确定
在对焊接变位结构机械设计时,其设计依据是焊接工件及焊缝的形状特征信息,在设计过程中还需综合考虑多方面的因素,如工件的焊接方法及其工艺规范等。
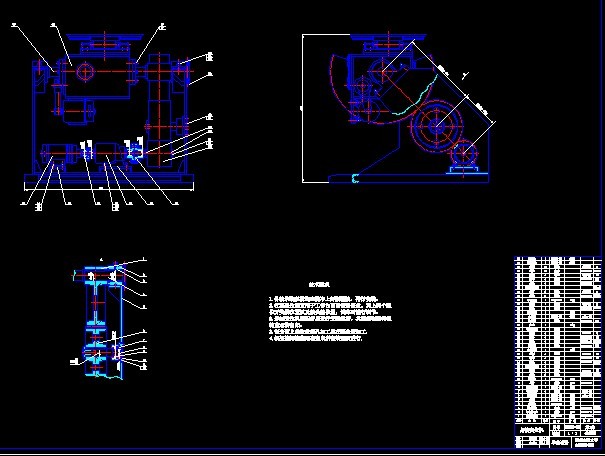
本焊接变位机由工作平台、回转机构、倾斜机构、机座、控制装置、焊接导电装置等部分组成。
(1) 工作平台
它用于工件的停放。由于焊接变位机一般情况下需配合夹具工作,完成工件的翻转及焊接。因此在工作台表面开沟槽,用于固定工件的夹具的移动及固定。同时工作台面表面经网格状处理后增大了摩擦,便于工件在变位时位置的固定。
(2) 工作台回转机构
工作台回转机构,用于实现工作台面上被焊接件回转运动的实现。该部分主要是传动部分的设计。包括传递动力、改变运动方向、改变运动速度。
2.1.1传动机构类型选择的一般原则:
① 小功率传动,宜选用结构简单、价格便宜、标准化程度高的传动机构,以降低制造成本。
② 大功率传动,应优先选用传动效率高的传动机构,如齿轮传动,以降低能耗。
③ 工作中可能出现过载的工作机,应选用具有过载保护作用的传动机构,如带传动。但在易爆、易燃场合,不能选用摩擦传动,以防止静电引起火灾。
④ 载荷变化较大,换向频繁的工作机,应选用具有缓冲吸振能力的传动机构,如带传动。
⑤ 工作温度较高、潮湿、多粉尘、易爆、易燃场合,宜选用链、闭式齿轮或蜗杆传动。
⑥ 要求两轴保持准确的传动比时,应选用齿轮或蜗杆传动[6]。
由于各种传动的单级传动比均有相应的容许极限值,故对传动比很大或较大的机械.需用二级或二级以上的多级传动。多级传动可全由啮合传动组成,或全由摩擦传动组成,也可用摩擦传动和啮合传动组成,还可由常规的普通传动和非常规的行星传动组成。
在多级传动中,各类传动机构的布置顺序不仅影响传动的平稳性和传动效率,而且对整个传动装置的结构尺寸也有很大影响。因此,应根据各类传动机构的特点合理布置,使各类传动机构得以充分发挥其优点。
2.1.2常用传动机构的一般布置原则是:
摩擦传动(例如带传动)的承载能力一般较低,在传递相同的扭矩时其结构尺寸大于啮合传功,故在多级传动中宜置于高速级,又因其工作平稳性好,故置于高速级还能起吸震缓冲作用。
啮合传动中的蜗杆传动多用于大传动比和中小功率场合,其承载能力一般较齿轮传动低,为获得较小的结构尺寸,宜置于高速级。这时,虽然齿面相对滑动速度较高,却有利于建立流体润滑油膜,能为提高承载能力和效率带来好处。
考虑到大尺寸、大模数的圆锥齿轮加工比较困难,故在多级传动中宜置于高速级,但这时圆周速度较大,需提高制造精度,导致成本提高。
斜齿传动的工作平稳性优于直齿传动,相对来说应置于高速级。
链传动具有固有的运转不均匀特性,冲击甚大,故宜置于低速级。
开式齿轮传动的工作环境一般甚差,润滑条件不良,故宜置于低速级。
改变运动形式的传动和机构(如螺旋传动、连杆机构、凸轮机构),应布置在多级传动中的最后一级。
对于NGW(2K—H)型和N(K—H—V)型内啮合行星传动,因具有承裁能力高而结构尺寸小、效率高而传动比大的特性,故在多级传动中可考虑置于低速级。
若机械中有制动装置,则其后不应采用摩擦传动。顺便指出,机械中的制动装置通常置于高速级[6]。
此外,设计多级传动时,运动链越简短越好。运动链越简短,机构和零件的数量就越少,能量消耗也少,制造、装配、使用、维修和保养费用也低并利于提高整机的效率和运转精度。
目录
第一章 绪论 1
1.1 设计焊接变位机的意义 1
1.2 国内外焊接变位机发展简介 1
1.3 我国焊接辅助设备简介 3
1.3.1 我国焊接辅助设备的发展历程 3
1.3.2 焊接辅助设备的发展趋势 4
1.4 关于焊接机器人 5
1.4.1 国内焊接机器人技术的发展 5
1.4.2 我国焊接机器人的应用状况 5
1.4.3 应用焊接机器人的意义 6
1.4.4 我国焊接机器人应用工程 7
1.4.5 焊接机器人的最新应用技术 8
1.5 关于焊接变位机的几个基本定义 9
1.5.1 焊接变位机的定义 9
1.5.2 主自由度及全功能焊接变位机 9
1.5.3 焊接变位机的变位自由度 10
1.5.4 变位机的第一主参数 -- 额定负荷 10
1.6 焊接变位机的分类 11
1.6.1 焊件变位机的类型 11
1.6.2 焊机变位机械的类型 13
1.6.3 焊工变位机的类型 14
1.7 几种常见的焊件变位机的类型及特点 14
1.8 设计本焊接变位机的目的和意义 16
第2章 总体设计 17
2.1 本焊接变位机总体设计及适用范围 17
2.2 设计方案的确定 17
第3章 传动部分设计 21
3.1 传动部分的总体设计要求 21
3.2 传动系统的分析和拟定 21
3.3 本焊接变位机传动系统的确定 23
3.3.1工作台回转系统 23
3.3.2 工作台倾斜系统 23
3.4 电动机的选择 24
3.4.1 电动机类型的选择 24
3.4.2 电动机功率的确定 27
3.4.3电动机转速的验证 33
3.5 传动比的拟定及确定 34
3.5.1 总传动比的确定 34
3.5.2 各级传动装置传动比的分配 34
3.5.3.计算传动装置的运动和动力参数 36
3.6 蜗轮、蜗杆的选择及校核 38
3.6.1 蜗杆传动的特点 38
3.6.2 蜗杆头数和蜗轮齿数的选择 39
3.6.3 蜗杆传动的强度计算 40
3.7 齿轮的设计与校核 42
3.7.1 工作台倾斜机构中的齿轮的设计与校核 42
3.8 谐波齿轮减速器的选择 44
3.9 轴的设计与校核 47
3.9.1 轴的结构设计原则 47
3.9.2轴的初估 47
3.9.3 轴的强度校核 48
3.10 轴承的选择与校核 52
3.10.1 轴承的选择 52
3.10.2 轴承的校核 52
第4章 机架的设计 55
4.1 机架的设计 55
4.2 机架焊接结构设计 56
4.2.1 机架应用焊接结构存在的问题 56
4.2.2 焊接结构的设计措施 57
结论 58
致 谢 59
参考文献 60
A1机架.dwg
A3扇形齿轮1.dwg
A4传递齿轮.dwg
A4第二级蜗杆.dwg
A4小齿轮.dwg
传递齿轮轴.dwg
第二级蜗轮.dwg
第二级蜗轮轴.dwg
第一级蜗杆.dwg
第一级蜗轮.dwg
工作台3.dwg
回转机构A0.dwg
回转机构箱体.dwg
倾斜轴.dwg
小齿轮轴.dwg
轴承盖1.dwg
轴承盖2.dwg
轴承盖3.dwg
轴承盖yi.dwg
轴承座1.dwg
轴承座2.dwg
轴套1.dwg
轴套h.dwg
总装图A0.dwg
左转轴.dwg
论文.doc