92Q型气缸盖双端面铣削组合铣床总体设计
说明书.doc(31页9800字)
A1加工零件图.dwg
A1加工示意图.dwg
A0液压图.dwg
A0组合铣床.dwg
组合机床是以系列化、标准化的通用部件为基础,配以少量专用部件组成的专用机床。它适宜于在大批、大量生产中对一种或几种类似零件的一道或几道工序进行加工。组合机床可以对工件进行多面、多主轴加工,一般是半自动的。
本设计就是组合铣床的设计。其主要用在生产线上加工汽车的气缸盖的两端面。适合大批量的生产。
本设计中采用液压传动控制,在结构上要巧妙完成动作协调。用液压系统来提供动力,进而减少工作量,提高效率,也能减少人员损伤。
目 录
引 言 4
1明确任务书,分析原始资料 6
1.1被加工工件的零件图.... 6
1.2明确任务书 7
1.3分析原始资料 7
2 组合机床方案的制定 7
2.1 组合机床设计概述 7
2.1.1 组合机床的特点 8
2.1.2 组合机床的分类 8
2.1.3 组合机床发展方向 8
2.1.4 组合机床设计步骤: 9
2.2 确定工艺方案 10
2.3确定机床配置形式及结构方案 10
2.3.1 配置型式的确定 10
2.3.2 结构方案确定 10
3 确定切削用量及选择刀具 11
3.1选择刀具 11
3.2工序余量的确定 12
3.3确定切削用量 12
3.4计算铣削力,切削扭矩,切削功率 13
4 组合铣床总体设计 13
4.1零件工序图 13
4.2加工示意图 14
4.3 动力部件的选择 14
4.4 机床生产率计算 15
4.5机床联系尺寸图的绘制 16
5 液压系统的设计 17
5.1明确系统设计要求 17
5.2分析工况确定主要参数 17
5.2.1负载阻力分析: 17
5.2.2绘制负载图、速度图: 19
5.2.3初步确定液压缸参数: 19
5.3拟订液压系统图 23
5.4计算选择液压元件 27
结 论 29
致 谢 30
参 考 文 献 31
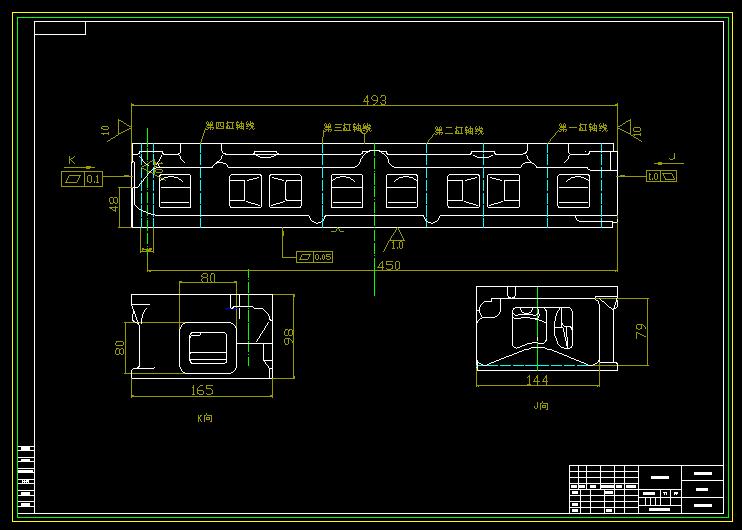
1.1被加工工件的零件图

图表 1
1.2明确任务书
设计一台双面组合铣床完成492Q型气缸盖端间工序加工。另附该铣床的专用夹具设计和液压系统设计。
图表1为492Q气缸盖零件图,年产量100000台。
设计内容:
三图一卡设计。
夹具及液压系统设计。
设计计算说明书一份。
1.3分析原始资料
(1)如图1所示,该零件为492Q型气缸盖。从结果和形状上看属于箱体类零件。
(2)生产批量为100000台,属于大批量生产。
(3)材料为:铝合金ZL-104。硬度HB≥70。
(4)图1为零件工序图,本工序需要加工缸盖两端面,精度要求为平面度为0.1毫米,粗糙度为1.0。要求保证尺寸493±0.2,19±0.07。
2 组合机床方案的制定
2.1 组合机床设计概述
2.1.1 组合机床的特点
组合机床是由大量的通用部件和少量专用部件组成的工序集中的高效专用机床。它能够对一种或几种零件进行多刀,多轴,多面,多工位加工。组合机床与万能机床和专用机床用机床比较具有以下特点:
组合机床上的通用部件和标准部件占全部机床总量的70%-80%,因此设计和制造周期短成本低。
由于组合机床采用多刀加工,自动化程度高,生产率比通用机床高,产品质量稳定,劳动强度低。
组合机床加工零件时,由于采用专用夹具,刀具,加工质量由工序装备保证,对操作人员的技术水平要求不高。
被加工零件更新时,采用其他类型机床,大部分部件将要报废,而组合机床的通用部件和标准零件可重复利用,不必另行设计制造。
组合机床易于连成组合机床自动线,适应大批量生产的需要。