论文34页,11000余字,CAD图纸26张
摘要
2.2 注射机的选用
2.2.1 注射机的参数
选用卧式注射机的型号:SZ-30/250
其主要参数如下表2.1所示
表2.1 注射机的主要参数
项目 参数 项目 参数
理论注射容量/cm3
理论注射质g
螺杆直径/mm
理论注射压力/MPa
塑化能力/g?s-1
注射速度/ g?s-1
锁模力/kN 35
30
25
185
4.0
35
250 模板行程/mm
拉杆内间距/mm
模板最大开距/mm
模板最大厚度/mm
模板最小厚度/mm
喷嘴球半径/mm
模具定位环直径/mm 160
235
340
210
130
10
63.5
2.2.2 注射量的校核
根据生产经验,一个注射周期内所需注射的塑料容体的总量必须在注射机额定注射量的80%以内。利用注射容量(cm3)来表示[16]:
(2.1)
式中 V—一个成型周期内所需注射的塑料容积,cm3;
Vz—单个塑件的容积,cm3;
Vj—浇注系统凝料和飞边所需的塑料容积,cm3;
n —型腔的数目。
22.16÷35=63.3%<80%,符合设计要求
2.2.3 锁模力的校核
在注射成型时,为了防止模具分型面被注射压力顶开,必须对模具施加足够的锁模力,否则在分型面处将产生溢料现象,因此注射机的额定锁模力必须大于注射压力[16]。
(2.2)
式中 F—注射机额定锁模力,N;
Az—制品在分型面上的垂直投影面积,mm2;
Aj—浇注系统在分型面上的垂直投影面积,mm2;
n —型腔的数目;
Pm—塑料熔体在型腔内的平均压力,MPa。
由于塑料熔体流经喷嘴,流道,浇口和型腔,将产生压力损耗,一般型腔内平均压力仅为注射压力P0的1/4~1/2,考虑到实际注射压力比注射机的额定注射压力小,所以选定型腔内平均压力为注射机的额定注射压力P的1/3即55.5MPa。
理论锁模力为250kN,选用注射机的锁模力符合设计要求。
2.2.4 最大注射压力的校核
注射机的最大注射压力必须大于成型塑件所需的注射压力,成型塑件所需的注射压力是由塑料品种、注射机类型、喷嘴的结构形式、塑件形状的复杂程度、塑件的厚度、精度、塑化方式、塑化温度、模具温度及注射系统的压力损失等因素决定,其值一般在70MPa~150MPa范围内,注射机的理论注射压力为185MPa,在条件符合范围内。
2.2.5 开模行程的校核
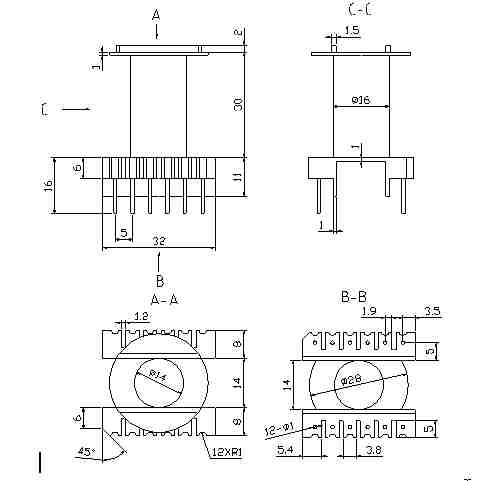
注射机采用液压式锁模机构,其最大开模行程与模具厚度有关。塑件高48mm,推出距离32mm,完成侧抽芯距离S的最小开模行程为38.5mm,模具厚度为203mm,所以开模行程如下公式计算[16]:
(2.3)
式中 Sk—开模行程,mm;
H1—塑件高度,mm;
H2—塑件顶出距离,mm;
Hm—模具厚度,mm。
注射机的最大开模行程为340mm,所以符合要求。