

一、工件工艺性分析
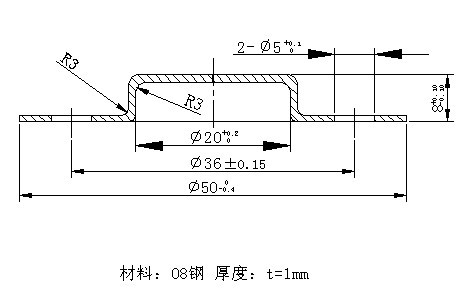
如右图1所示:工件为有凸缘圆筒形零件,且在凸缘上均匀分布4个相同的孔。故可得知此工件为:落料拉深冲孔所得,其加工工艺过程为:落料-拉深-冲孔,各尺寸关系如图1所示
一、 拉深工艺及拉深模的设计
1、 设计要点
设计确定拉深模结构时为充分保证制件的质量及尺寸的精度,应注意以下几点
1) 拉深高度应计算准确,且在模具结构上要留有安全余量,以便工件稍高时仍能适应。
2) 拉深凸模上必须设有出气孔,并注意出气孔不能被工件包住而失去作用。
3) 有凸缘拉深件的高度取决胜于上模行程,模具中要设计有限程器,以便于模具调整。
4) 对称工件的模架要明显不对称,以防止上、下模位置装错,非旋转工件的凸、凹模装配位置必须准确可行,发防松动后发生旋转,偏移而影响工件质量,甚至损坏模具。
5) 对于形状复杂,需经过多次拉深的零件,需先做拉深模,经试压确定合适的毛坯形状和尺寸后再做落料模,并在拉深模上按已定形的毛坯,设计安装定位装置。
6) 弹性压料设备必须有限位器,防止压料力过大。
7) 模具结构及材料要和制件批量相适应。
8) 模架和模具零件,要尽是使用标准化。
9) 放入和取出工件,必须方便安全。
2、 有凸缘圆筒形件的拉深方法及工艺计算
有凸缘筒形件的拉深原理与一般圆筒形件是相同的,但由于带有凸缘,其拉深方法及计算方法与一般圆筒形件有一定差别。
