说明书40页,CAD图纸18张
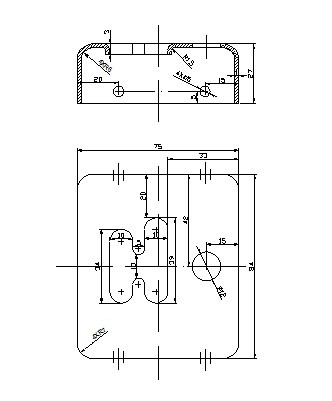
本次毕业设计的冲压件是限位杆盒冲压件的生产过程的设计。该冲压件是一个高27mm,长84mm,宽75mm的矩形件。该盒形件是10#钢,厚度t为1mm,底部圆角半径与壁与壁之间的圆角半径相等,均为6mm。在该盒形件底部一侧有一直径为12mm的圆孔,另一侧有一非规则的孔,但他的外形具有对称性,而且非规则的孔还向矩形件内部翻边深度为3mm。此外,盒形件短边两侧壁上有四个小圆孔,直径为5mm,均匀分布在矩形件两侧对称位置上。
从以上对限位杆盒的形状分析当中不难看出,它需要经过落料,拉深,冲孔,翻边,修边等冲压工序,但它需要几次拉深,翻边预制孔尺寸如何计算以及冲侧孔应该采用哪种方式和如何布置等成为本次设计的重点和难点。
另外从冲压件的用途分析可知,该冲压件是限位杆盒的上半件,它主要是防尘除尘的作用,因此其本身精度要求并不高,而且底部的圆孔是观察孔,两侧壁4小孔是通气孔,底部非规则孔是为了工艺的需要而添加的工艺孔,因此,翻边的精度要求也不是很高。综合上述可知,本次设计的模具精度并不需要很高,达到IT10-IT9均可满足要求。
至于需几次拉深,拉深的圆角半径等以及冲压件工艺的计算将在后面加以叙述,在此就不在叙述,(后附零件图一份)
方案一:
落料、拉深、冲孔、翻边复合 冲孔(两侧) 修边
因为翻边高度较小,所以冲孔、翻边不能复合。
方案二:
落料、拉深、冲孔复合 翻边、冲孔(两侧) 修边
在这个工艺方案中,翻边和冲两侧孔不能复合,因为复合以后造成顶出工件比较比较困难,所以不选用此方案。
方案三:
落料、拉伸复合 冲孔(两侧) 翻边 修边
方案三虽然工序较多,但思路较清晰,各副模具的设计比较简单,且都具有可行性。
综合分析选取方案三
目录
第一章 前言6
第二章 设计任务书 6
第三章 冲压件工艺分析…7
第四章 冲压件工艺方案的确定……………8
第五章 模具总装图的设计与计算……… 10
1.落料,冲孔,拉深复合模的设计与计算… 11
1)冲裁排样方式的确定与计算………………11
2)工序压力的计算………… 13
3)模具类型及结构形式的确定与计算………14
4)模具工作部分刃口尺寸的计算……………15
5)模具其它零件的结构尺寸设计与计算… 17
2.第二副模具装配图的设计与计算………… 21
1)工序压力的计算……………21
2)模具类型及结构形式的确定与计算………22
3)模具工作部分刃口尺寸的计算…………… 22
4)模具其它零件的结构尺寸设计…………… 23
3.第三副翻边模总装图的设计与计算……… 24
1)工序压力的计算及压力机的初步选用……24
2)翻边预制孔尺寸的计算… 25
3)模具工作部分刃口尺寸的计算…………… 27
4)模具类型及结构形式的确定与计算………27
5)模具其它零件的结构尺寸设计与计算………27
第六章 模具经济技术分析……………… 30
第七章 毕业设计总结…… 31
第八章 设计资料的选用… 32
第九章 致谢词…………… 32