一. 对零件图进行工艺性分析
⒈分析下图所示零件的结构工艺性
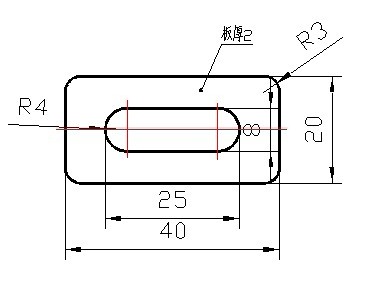
⑴该零件形状简单、对称。
⑵圆弧与直线处无尖角。
⑶冲件上无悬臂和狭槽。
⑷最小孔边距为(20-8)/2=6mm>t=2mm。
⑸该冲件端部带圆弧,用落料成形是允许的。
⑹检查最小孔尺寸。由Q235查得τ=304~373MPa。再由表2-1查得b≥0.8t=0.8x2=1.6mm,该件上的最窄孔为8mm,远远大于b=1.6mm的要求。
⒉分析公差和表面粗糙度
⑴公差 该件上未标注特殊公差,全部按IT14级选用,低于冲孔可以达到的精度等级IT10。
⑵表面粗糙度 零件图上无特殊要求。
⒊ 被冲材料为Q235,冲裁性能很好。
根据以上分析,该零件的冲裁工艺性好。
二. 确定基本的冲压工序
由图可知,该件外形为落料,内形为冲孔(一个长圆形孔)。
该件采用先冲孔,后切断,采用少废料级进模冲裁。
三. 排样图的设计