论文19页,6000余字,CAD图3张
目录
第一章:冲压零件的工艺分析……………………………………… 2
§1.分析冲裁件工艺……………………………………………………2
§2、冲压工艺方案设计及最佳工艺规程设计……………………………3
§3、冲压零件毛坯排样图设计…………………………………………4
§4、压力中心的计算…………………………………………………7
§5、冲压力的计算……………………………………………………7
§6、压力机的选择……………………………………………………8
第二章:冲孔模设计计算……………………………………………9
§1、 零件冲孔模类型的确定…………………………………………9
§2、零件冲孔模结构形式的确定………………………………………9
§3、零件冲孔工艺计算………………………………………………9
1、 凹模的设计计算………………………………………………
2、 凸模的设计计算…………………………………………………
3、 垫板…………………………………………………………
4、 凸模固定板……………………………………………………
5、 卸料装置………………………………………………………
6、 定位零件………………………………………………………
7、 模柄…………………………………………………………
8、 上下模座……………………………………………………
9、 导柱、导套…………………………………………………
第三章 模具闭合高度的确定和验算………………………………
10、 第四章 设计小结…………………………………………
11、 参考文献…………………………………………………
第一章:冲压零件的工艺分析
§1.分析冲裁件工艺
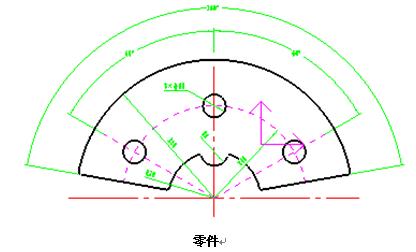
该零件是由半成品毛坯经冲孔得到的零件。
(1)结构形状、尺寸:零件外形无尖角, 且圆角r=1>0.5t(0.5×0.6=0.3㎜),冲孔尺寸为 10,大于冲孔模可以冲压的最小孔径。孔与孔之间的距离,孔与边缘之间的距离也大于1.5t,即大于0.9㎜。
(2)尺寸精度及粗糙度要求:该零件所有尺寸均为标注公差,对于非圆形件按国家标准“非配合尺寸的公差数值”IT14精度来处理,模具则可以按照IT11级精度制造,对于圆形件,一般按IT6~7级精度。该零件模具按IT7级精度制造。由于精度要求不是很高,且无粗糙度要求。因此采用一般冲压模具即可。不需采用精密冲裁。
(3)冲裁件材料的性能:冲裁件的材料为Q235,利用设计手册查出其抗减强度 Mpa,抗拉强度为Mpa,具有良好的冲压性能,满足冲压工艺要求。
(4)冲压加工的经济性分析:该零件外形对称,全部由直线和圆弧组成,形状简单。无过长的悬臂和狭槽。该零件是大批量生产,故采用冲压模具进行生产可以取得良好的经济效益,可以降低零件的生产成本。
§2、冲压工艺方案设计及最佳工艺规程设计
根据零件尺寸,由图分析可知,初步确定该零件需要冲孔和落料两种基本工序。
现有以下几种工序组合方式可以进行选择;
方案1:1.直接落成图示零件
2.冲3个孔
方案2:1.冲一整圆
2.冲六个孔(均匀分布)
3.冲成两件
方案3:
1.冲一整圆
2.冲六个孔(均匀分布)
3.冲中间孔
4.冲成两个零件
方案1:从生产效率,模具结构和模具寿命方面考虑,模具相对简单,冲裁力相对较低,因此寿命较高,操作简单,但生产率不是很高
方案2:生产效率高,因一次可以冲成两个零件,但多出一个模具,成本增加,且最后一道工序模具强度不易保证。
方案3:生产效率高,因为一次可以冲出两个零件,各工序的模具强度也易保证,但是多出两个模具,成本增加。
综合上述分析,选择方案1。