本文主要针对六角垫片冲压件进行模具分析和方案的对比,分析内容主要包括排列的选择、排样图的尺寸、模具结构设计、模具尺寸计算等,实现了对六角垫片冲压进行理论上的预测和把握,进而得出最好的成型方案,从而使模具能达到较高的质量和加工工艺的要求,提高制品的质量和生产效率。
关键词:排样图;级进模;冲压设备
目录 4
前 言 1
1、工艺分析 2
1.1.冲压件的工艺性 2
1.2.冲压工艺分析 2
1.2.1.单排 4
1.2.2.双排图 5
1.2.3.三排 5
2、结构设计 7
2.1.模具导向 8
2.2模具定位 8
2.3.模具导料 8
2.4.模具卸料 8
2.5.凹凸模结构形式 8
2.6.挡料方式 8
2.7.落料方式 8
2.8.垫板作用 8
2.9.模柄作用 8
3、模具尺寸计算 9
3.1.凹模板厚度 9
3.2凸模固定板厚度 9
3.3导料板厚度 9
3.4.导柱导套。 10
3.5.模具的闭合高度 10
3.6.冲裁刃口尺寸计算 10
3.6材料的选用 10
3.7.标准件的选用 11
4.压力机的选择与校核 12
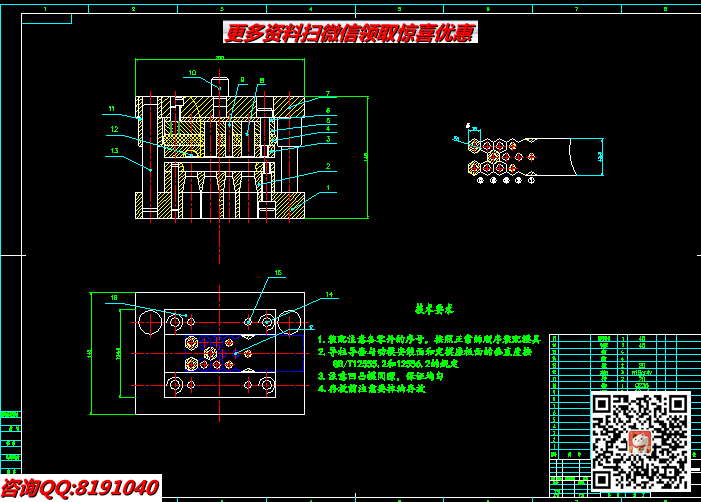
5、模具图的绘制 13
5.1、装配图的绘制 13
5.2、零件图的绘制 14
6关于排样图的简单分析图 15
总 结 16
致 谢 17
参考文献 18
零件图为M10六角垫片,材料为Q235钢,板厚为1mm,批量是大批量生产。根据零件的精度,材料分析得到,此零件适合冲压模具生产。该工件为板料冲制六角垫片的通用典型结构,精度不高,可采用无搭边冲孔,落料,切断的排列方式。工件尺寸小,精度不高,用弹压卸料可压平热轧钢板的剪裁扭曲平整度,更主要的是可以避免>3mm厚度的中厚板在刚性(固定卸料板)卸料时发出的冲击噪声。见图1-1
模具类型共有三种:单工序模,复合模和级进模。
首先分析单工序模,单工序模具虽然结构简单,容易加工,但是单工序模效率低,根据如下图1-2的单工序排样图所示,工件的利用率的也比较低。所以不采用单工序模。
如果采用复合模,根据工件的尺寸精度不高,孔边距是可以采用复合模,但是根据复合模的排样图(如下图1-3)分析得到复合模的模具结构较复杂,凹凸模较紧凑,零部件不易加工,所以不采用复合模。
如果采用级进模,级进模生产效率较高,模具结构与复合模相比较,级进模的结构较为简单,易加工。适合大批量生产。(看图1-4)
排样图可分为有废料,少废料,无废料。废料还可分为结构废料和工艺废料。结构废料是无可避免的,必须有的。但工艺废料是根据自己的排样来决定的。排样分析如下图
图 1-4 排样方案3
1.2.1.单排
单排要切除的侧刃废料较多,利用率低,对于调料的要求较高。所以不采用单排。
图1- 5 排列方式1
图1-5 排列方式2
1.2.2.双排图
双排与单排相比家,利用率提高了,但是利用率还是不够,加上这样不易定距,不容易安装导正销。
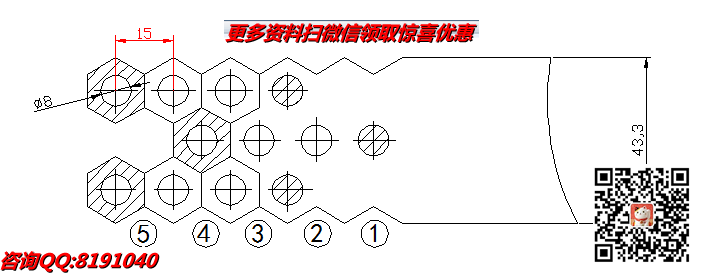
1.2.3.三排
三排利用率较高,排样,工序虽多,但也较易于加工。生产批量大,三排还可以提高效率。
采用三列交叉无搭边冲孔,落料,切断的排列方式。切除侧刃废料,冲中间孔放导正销用来定距。共有五个工位。
工位1:冲孔,冲切侧刃
工位2:冲孔
工位3:空工位
工位4:落料
工位5: 切断
因为采用的是无搭边值,即歩距为22.5。
利用率=A/BSx100% =876.825/974.25x100% =90%
三排的利用率达到90%,利用率较高,较为经济。所以采用三排的排样最好.