冲压--是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。冲压模具是冲压生产必不可少的工艺装备,是技术密集型产品。冲压件的质量、生产效率以及生产成本等,与模具设计和制造有直接关系。
在研究该项目是为了更好的去学习磁芯簧冲压模具设计的过程熟悉怎么样用一些软件,比如用UG画三维图、CAD绘二维图等。通过此次毕业设计,我们将对冲压模有更进一步的了解。
对于本次设计,我们将综合运用所学知识,完成材料的选用、材料的工艺分析、模具结构设计、凸模凹模尺寸的确定、绘制主要零件的零件图、模具装配图的绘制等。在以后的设计模具时,我们就知道怎样能不能更好的节省材料等问题,在以后工作中设计模具时,我们就知道该怎样去合理设计合理模具。让我们对冲压模具的设计产生了更大的兴趣。
本课题主要设计了一套冲孔、落料、弯曲的模具。经过查阅资料,首先,对零件进行工艺分析,经过工艺分析和对比,采用冲孔、落料、弯曲工序,通过冲裁力、顶件力、卸料力等计算,确定压力机的型号。再分析对冲压件加工的模具适用类型选择所需设计的模具。得出设计的模具类型后将模具的各工作零件设计过程表达出来。
在文档的第一部分是对冲压件的工艺分析,完成了方案的确定。第二部分,对零件的排样图的设计,完成了材料利用率的计算。再进行冲裁工艺力的计算和冲裁模工作部分的设计计算,对选择冲压设备提供依据。最后对主要零部件的设计和标准件的选择,为本次选择设计模具的绘制和模具的成形提供依据,以及为装配图各尺寸提供依据。通过前面的设计方案画出模具各零件图和装配图。
本次设计阐述了冲压正装级进模的结构设计及工作过程。本模具性能可靠,运行平稳,提高了产品的质量和生产效率,降低了劳动强度和生产成本。
关键词:冲孔,落料,弯曲,模具
摘要 3
前言 7
1成型工艺分析 8
1.1结构分析 8
1.2材料分析 8
1.3尺寸精度分析 8
2工艺方案的确定 10
3 排样 11
3.1排样图 11
3.1.1条料的定位 12
3.1.2制件的取出和废料的处理 12
3.1.3条料的卸料 12
3.2材料的搭边 13
3.3步距长度的确定 14
3.4条料宽度的确定 14
3.5材料利用率 15
3.6条料排样图 15
4冲裁力计算、压力中心的确定、压力机的选择 16
4.1 设计冲裁力 16
4.1.1冲裁力的计算 16
4.2压力机的选择 17
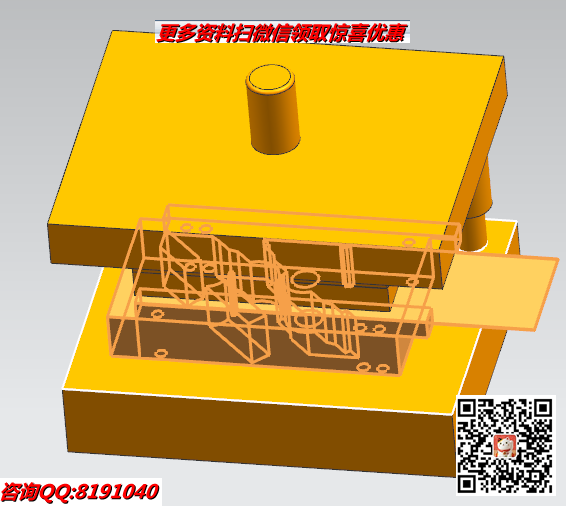
5模具结构设计 18
5.1凸、凹模结构形式 18
5.2导料方式的选择 19
5.3卸料方式 19
6模具尺寸计算 20
6.1凸、凹模刃口尺寸的确定 20
6.2基本尺寸计算 20
6.3冲压模闭合高度 21
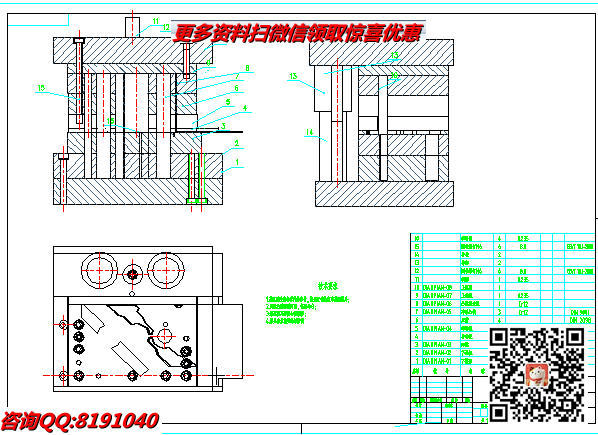
7模具图纸绘制 22
7.1装配图绘制 22
7.2零件图绘制 23
总结 24
致 谢 25
参考文献 26
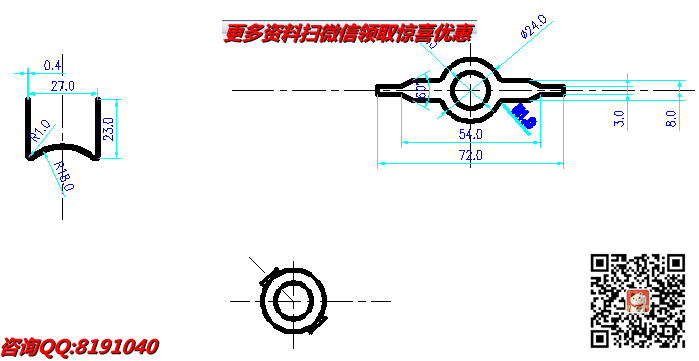
工件名称:磁芯簧
生产批量:大批量
厚度:0.4mm
1.2材料分析
材料及板厚:材料为QSn6.5-0.1锡青铜,厚度0.4mm。锡青铜具有较好的稳定性,稳较高的强度,适合冲裁。工件结构相对简单,壁厚为0.4mm,级进模完全能满足要求。
1.3尺寸精度分析
零件图上的所有尺寸均未注公差,属于自由尺寸。按IT12级确定工件尺寸的偏差计算。
图1-2产品展开图
冲压技术要求:
1.材料:锡青铜
2.材料厚度:0.4mm
3.生产批量:大批量
4.未注公差:按IT12级确定.
此零件结构简单,技术要求低,所以适合冲裁。
2工艺方案的确定
磁芯簧所需的基本冲压工序为冲孔、落料和弯曲,可拟定出以下三种工艺方案:
方案一:用简单的单工序模分三次加工,即冲孔-落料-弯曲;
方案二:冲孔、落料的复合模和弯曲的单工序模;
方案三:冲孔、落料和弯曲级进模。
方案三生产率较方案二低,精度略低于方案二。但是模具结构不太复杂成本较低,压力机吨位要求低,故节省能源,由于此为大批量生产,精度要求不高,相比较而言方案三更具可行性,更具优越性。
选用方案三则又有三个不同的工艺方案
①先冲销孔和Ø24的圆孔,然后落料和弯曲在同一工序
②冲孔和落料在同一工序,然后再弯曲
③冲孔、落料和弯曲各分为一个工序
采用①加工工件不易保证R1±1mm的弯曲精度,而且易使冲头磨损,降低模具寿命。②方案工件易受力不均匀,导致工件受拉扯力而变形。经分析采用③比较合理,③可以保证制件的精度。对于弯曲回弹,可以用减小间隙的方法来避免或减小回弹。终上所述,选择方案三,级进模生产零件。因为壁厚0.3mm小于倒装式壁厚,所以采用正装式级进模生产。