调整臂外壳的加工工艺及专用夹具设计,考虑到零件在机床运行过程中所受冲击不大,零件结构又比较简单,故选择铸造。调整臂外壳的主要加工面是调整臂的几个端面、方槽和孔,由于面的加工精度要比孔的加工精度容易保证。因此,采用先面后孔的原则,以保证加工精度。该设计中,应先以大端外圆加工出两端面,再以该基准面加工小段端面和相应的孔。在其余工序中,均以此孔与端面为定位基准,加工调整臂的孔、槽和一些端面,在整个加工过程中,用到了车床、铣床和钻床。为了加工精确快速,特别设计了铣侧面、镗孔和铣槽的专用夹具,并对它们的定位都采用了一面两销定位。由于该零件的尺寸不大,所需的夹紧力不大。因此,夹紧方式都采用手动夹紧,它的夹紧方式简单,机构的设计更为方便,满足夹紧要求。
关键词: 调整臂外壳零件,毛坯,加工工序,切削用量,专用夹具,装夹
摘要 I
ABSTRACT II
目录 III
第一章 绪论 1
第二章 概述 2
2.1夹具夹紧装置及夹具体的基本要求 2
2.2机床夹具功用 2
2.3机床夹具在机械加工中的作用 3
2.4机床夹具组成 4
2.5机床夹具的分类 5
2.6机床夹具的设计要求 6
2.7现代机床夹具的发展发向 6
第三章 零件的分析 8
3.1零件的作用 8
3.2零件的工艺分析 8
第四章 工艺规程设计 9
4.1确定毛坯的制造形式 9
4.2基准的选择 9
4.3制定工艺路线 9
4.4机械加工余量及毛坯尺寸的确定 11
4.5确立切削用量及基本工时 14
第五章 夹具设计 32
5.1φ13.8孔和φ16沉孔加工钻床夹具设计 32
5.2 定位基准的选择 32
5.3 切削力和夹紧力的计算 33
5.4定位误差分析 33
5.5 夹具设计及操作的简要说明 34
参考文献 35
致谢 36
附件1 37
附件2 53
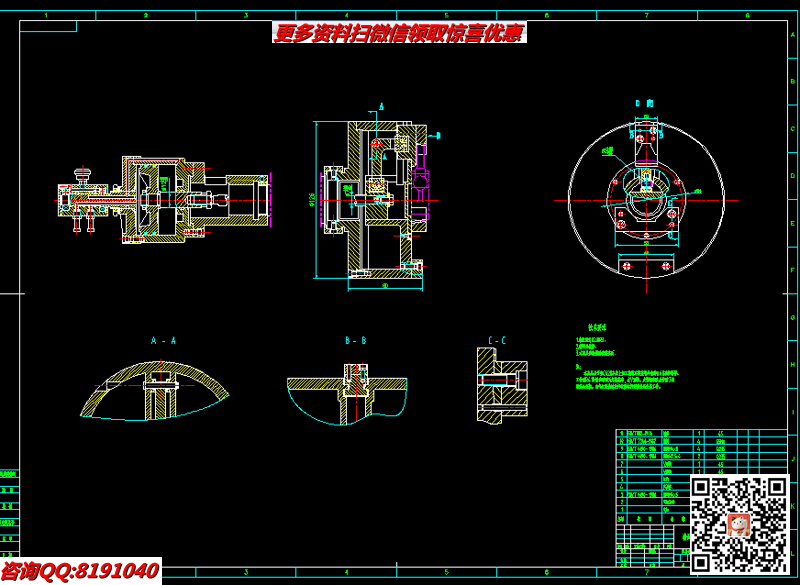
φ13.8孔和φ16沉孔加工钻床夹具设计
本夹具主要用于立式钻床上加工前刹车调整臂外壳φ13.8孔和φ16沉孔。工件以φ60及大端端面和φ12孔为定位基准,在一面两销上实现完全定位。采用气缸带动拉杆和开口垫圈夹紧工件。因此,在本道工序加工时,我们应首先考虑保证各孔的加工精度,如何提高生产效率,降低劳动强度。
5.2 定位基准的选择
拟定加工路线的第一步是选择定位基准。定位基准的选择必须合理,否则将直接影响所制定的零件加工工艺规程和最终加工出的零件质量。基准选择不当往往会增加工序或使工艺路线不合理,或是使夹具设计更加困难甚至达不到零件的加工精度(特别是位置精度)要求。因此我们应该根据零件图的技术要求,从保证零件的加工精度要求出发,合理选择定位基准。此零件图没有较高的技术要求,也没有较高的平行度和对称度要求,所以我们应考虑如何提高劳动效率,降低劳动强度,提高加工精度。Φ60的孔和其两端面都已加工好,为了使定位误差减小,选择已加工好的φ60孔和大端端面作为定位精基准,来设计本道工序的夹具,以φ12孔, φ60孔和已加工好的φ60孔的端面,一面两销,作定位夹具。为了提高加工效率,缩短辅助时间,决定用气缸带动拉杆,进而压紧开口垫圈作为夹紧机构,拉杆和开口垫圈位置如图所示。
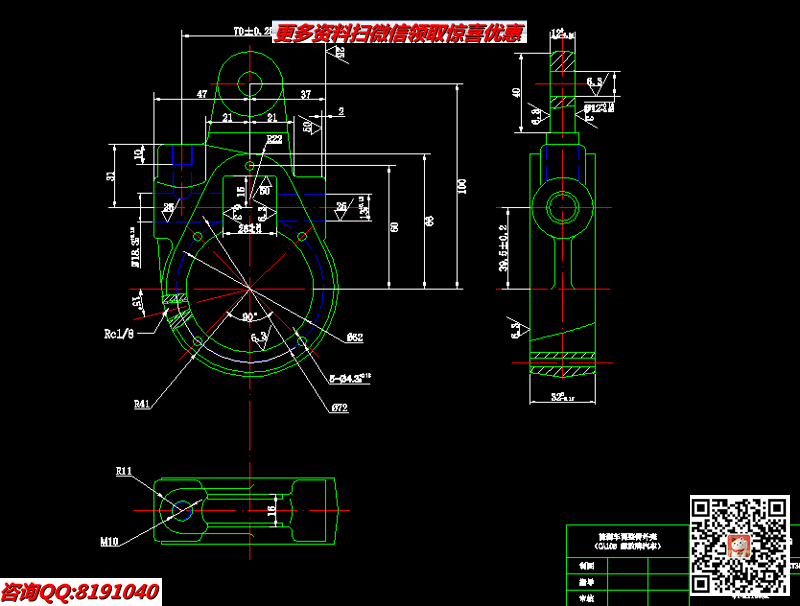
CA10B解放牌汽车前刹车调整臂外壳,主要是对前刹车调整臂进行支撑保护。
3.2零件的工艺分析
零件加工过程中,要保证侧孔φ13.8,φ13,φ16在同一个中心线上,中心轴线距定位基准φ60孔为39.5±0.2的位置精度要求;另外,上端R11孔对右侧凸台端面有70±0.25的位置精度要求;零件大端两侧端面相对中心线有的尺寸要求等。