本设计课题是设计一个东方红40拖拉机连杆大头钻孔卧式专用镗床,对连杆大孔进行精镗的加工设计,本次设计应包括对机床的总体设计、夹具的设计和多轴箱的设计,
目前已经完成工件加工示意图及机床尺寸联系图,
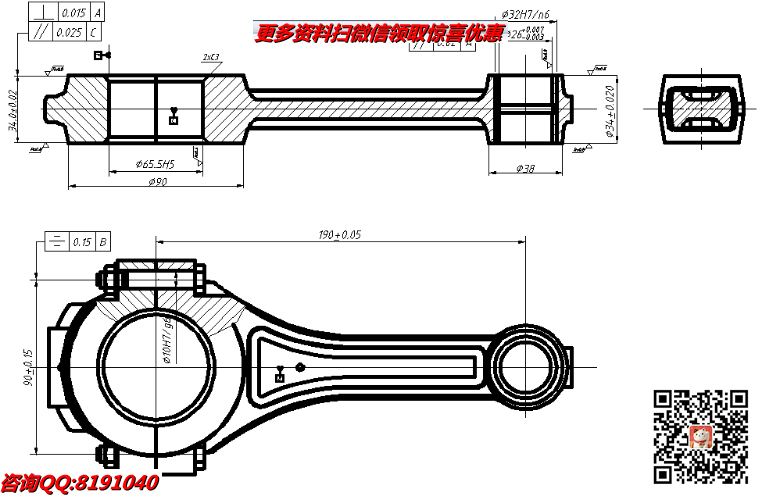
加工示意图
在完成了初步的设计方案后,还需要绘画一幅能尽可能反映出该加工方案的加工示意图。也是作为机床进一步设计加工的根本标准。作为关键技术图纸,对以后针对加工路线而修改机床与刀具也提供了必要的理论支持.
该图中应包含需要什么机床,需要加工的余量的多少,零件与其他机构的尺寸联系;什么类型的主轴和刀具,以及刀具的数量和尺寸等;还有各机床零件与主轴是如何连接的及如何达到所需的配合等。
第一章 前 言 1
第二章 发动机连杆加工工艺 2
2.1 连杆的结构特点 2
2.2 连杆的主要技术要求 2
2.2.1 大、小头孔的尺寸精度、形状精度 2
2.2.2 大、小头孔轴心线在两个互相垂直方向的平行度 3
2.2.3 大、小头孔中心距 3
2.2.4 连杆大头孔两端面对大头孔中心线的垂直度 3
2.2.5 大、小头孔两端面的技术要求 4
2.2.6 螺栓孔的技术要求 4
2.2.7 连杆体和连杆盖结合面的技术要求 4
2.3 连杆的材料和毛坯 4
2.4 连杆的机械加工工艺过程............................................................................................5
2.5 连杆的机械加工工艺过程分析 9
2.5.1 工艺过程的安排 9
2.5.2 定位基准的选择 ...10
2.5.3 确定合理的夹紧方法 11
2.5.4 连杆两端面的加工 11
2.5.5 连杆大、小头孔的加工 12
2.5.6 连杆螺栓孔的加工 12
2.5.7 连杆体与连杆盖的铣开工序 12
2.5.8 大头侧面的加工 12
2.6 连杆加工工艺设计应考虑的问题..............................................................................12
2.6.1 工序安排 13
2.6.2 定位基准 13
2.6.3 夹具使用 13
2.7 切削用量的选择原则 13
2.7.1 粗加工时切削用量的选择原则 13
2.7.2 精加工时切削用量的选择原则 14
2.8 确定各工序的加工余量、计算工序尺寸及公差 15
2.8.1 确定加工余量 15
2.8.2 确定工序尺寸及其公差 15
2.8.3 连杆毛坯图的绘制...........................................................................................15
2.9 公时定额的计算 16
2.9.1 铣连杆上下端面 16
2.9.2 精铣连杆上下端面 17
2.9.3 加工小头孔 18
2.9.4 铣大头两侧面 19
2.9.5 扩大头孔 20
2.9.6 铣开连杆体和盖 20
2.9.7 加工连杆体 21
2.9.8 铣、磨连杆盖结合面 23
2.9.9 铣、钻、镗(连杆总成体) 25
2.9.10 粗镗大头孔 27
2.9.11 大头孔两端倒角 27
2.9.12 精磨大小头两平面(先标记朝上) 27
2.9.13 半精镗大头孔及精镗小头孔 28
2.9.14 精镗大头孔 28
2.9.15 钻小头油孔 29
2.9.16 小头孔两端倒角 29
2.9.17 镗小头孔衬套 29
2.9.18 珩磨大头孔 29
2.10 连杆的检验 30
2.10.1 观察外表缺陷及目测表面粗糙度 30
2.10.2 连杆大头孔圆柱度的检验 30
2.10.3 连杆体、连杆上盖对大头孔中心线的对称度的检验 30
2.10.4 连杆大小头孔平行度的检验 30
2.10.5 连杆螺钉孔与结合面垂直度的检验 30
第三章 夹具设计 32
3.1 夹具设计的选择 32
3.1.1问题的指出 32
3.2 夹具设计 32
3.2.1定位基准的选择 32
3.2.2夹紧方案 32
3.2.3 夹具体设计 32
3.2.4 钻模设计 33
3.2.5导向装置的设计 33
3.2.6 绘制装配图 35
3.2.7 切削力及夹紧力的计算 35
3.2.8 定位误差的分析与计算 37
第四章 结束语 39
参考文献 40
致 谢 41
连杆是发动机中的重要零件,发动机工作时,它将气缸内气体燃烧膨胀所产生的能量传输到曲轴上,曲轴在转动的过程中又将力作用给连杆,连杆推动活塞对气缸中的燃气产生压力,使燃气压强增大。连杆在运动中受到剧烈周期性的作用力。连杆总成由连杆体和连杆盖组成,在与曲轴安装时,用连接螺杆和螺母连接到连杆盖和连杆体上的螺栓孔,将曲轴夹装在大头孔内,进行拧紧,完成安装。连杆的小头孔通过活塞销连接到活塞杆。小头孔内圆压入青铜衬套,衬套内有油槽,当连杆工作时能进行润滑,使运动更加灵活,发生严重磨损时,只需更换新的衬套即可,便于维修。
连杆在工作过程中,会同时受燃气体积变化所产生的交变压力和往复运动所产生的惯性力作用,所以连杆不仅要满足足够的强度和刚度要求,还要尽可能的降低自重来改善惯性力的作用。连杆大小头中间部分为满足重量要求采用“工”字型截面,并且是渐变的形式。连杆在宽度和高度方向上是对称的,在长度方向高度方向上,大小头孔是等高的,即上下端面距离相等,这样可以方便安装和储存。在青铜衬套内壁开有油槽,用来储存润滑油,发动机工作时,依靠连杆的高速运动,储存的润滑油就能进入活塞销与衬套内壁之间,达到润滑的目的。
连杆的功能是把发动机中的活塞杆和曲轴相互联接,将活塞杆的前后往复运动转化为曲柄的回转运动,在汽车发动机中,往往使用多个缸联合运动,这样便能源源不断的输出扭力。因此,连杆的加工精度会直观的体现在发动机的综合性能上,而机械加工方法的不同会直接导致连杆精度能否达到工作要求。以下是六个反映连杆精度的因素:
(1)连杆大、小头端面相对于连杆杆身中心面的对称度;
(2)连杆大、小头孔中心距尺寸精度;
(3)连杆大、小头孔中心线的平行度;
(4)连杆大、小头孔的尺寸精度和形状精度;
(5)连杆体与连杆盖配合面的尺寸精度和粗糙度;
(6)连杆大、小头螺栓孔与接合面的垂直度。
2.2 连杆的主要技术要求
连杆上需进行机械加工的表面主要有:大、小头孔及其上下端面、连杆体与连杆盖的配合面与连杆螺栓孔等。连杆总成见图2.1。
2.2.1 大、小头孔的尺寸精度、形状精度
为了让大头孔和曲轴、小头孔和活塞销能紧密配合,减少由冲击力产生的不良影响
图2.1 连杆总成
和便于散热。大头孔公差等级为IT6,表面粗糙度Ra应0.4μm;小头孔公差等级为IT8,青铜衬套表面粗糙度Ra应0.8μm。