ѹ��ģ�и���ģ�ߵĸ����ݵ����ò�ͬ���ɹ���Ϊ���¼����ݻ�����ɣ��Ƴ����������Ƹˣ��ƹܣ����룬�ư壬����ȣ�����������絼�������ȣ���λ�������縴λ�˴�����о��������������ֶ���о���������飬��ģ�飬�ȣ�����ϵͳ�����罽�ۣ�������;��ȴϵͳ����ˮ·��ˮ�죬��ˮ�����ȣ�֧�Ų�������ģ�壬ģ�ŵȣ�����Ϊ���ǵ�ѹ��ģ�ߵ���ƣ�������������ϸ��������Ҫ��Ϊԭ������Ƶģ����¾��DZ���ѹ��ģ����ƵĹ���˵���������֪ʶҪ����ܡ�
�ؼ��ʣ�ѹ������ѹ������Ӧ�ã�ѹ��ģ�ṹ������ѹ���������ܣ���ģ
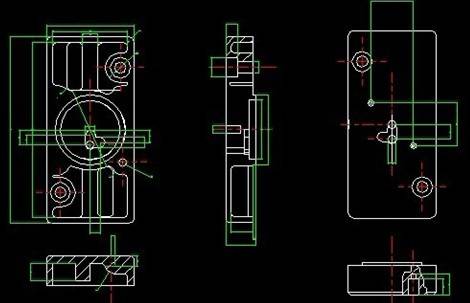
������ṹ�Ƚϼ������ף���ǻ�г�̨���ں�ϱ������ȣ�A-A���洦�пף���������Ϊƽ��ݺϽ����Ϊ���Ͻ�Խ���Ϊ202.5mm���3.1�ù���ȼ�ΪIT6,�ߴ繫��Ϊ0.88����λ����Ϊ0.4����ѹ�������ܴﵽ�ߴ羫��Ҫ��ѹ��������ΪZL102���ɱ�9.6�����ƽ��������1.1%��ƷΪ�����Ʒ����Ҫ������������Բ�Σ�������ƫ��ͨ����������Ʒ�߶Ȳ��ߣ��ṹ�����ۺͲ�������״������
������ߴ��Ϊһ����Ҫ�Գߴ磬��Щ�ߴ羫��ΪIT6����GB/T1486—1993����ɣ�
�˲�ƷΪ����������Ҫ��ֻҪ���������Գ���ȱ�ݱ�ɡ������ʹ��ʱ����������Ҫ��
2.��ѡѹ�������ͺź��
2.1����ѹ����������ģ����ѹ����ѡ��ѹ����
��1��ѹ��ѹ����ѡ���ڱ�֤�������ͺ�ʹ��Ҫ���ǰ���£�ѡ�ýϵ͵ı�ѹ���˼�Ϊһ�������ΧΪ30��50Mpa��ѡ��50Mpa.
��2��ѹ���ٶ�һ�����Ͻ��������õij����ٶ�Ϊ15��25m/s�˴�ѡȡ25m/s��
��3���¶Ȳ�������ע�¶�������ƽ���ں�<3mm��Ϊ�ṹ������Χ610~650�档ȡ650��ѹ��ģ�¶� T��=13 t��±��t=13 ×650±25�� ����Χ�� 193~243�� Ԥ���¶ȷ�Χ150°��180° ȡ150°���ҡ����������¶�ȡ200°���ҡ�
��4��ʱ�����
1. ����ʱ�� ��α��ã�ƽ���ں�Ϊ2�L������ʱ��Ϊ0.018��0.026s��
2. ��ѹʱ�� ��α��ã� ȡ2s ��
3. ͣ��ʱ�� ��ָ��ѹ�����˵�ѹ��ģ��ʱ�䡣��α��ã� ��ȡ7��12s ȡ12s��
��5��������ģ��
���ݽ���ѹ��������ģ�����ʽ��6.1����ģ��Ϊ��
Fs≥KFz=K•PbA•103
��Ϊ����оA��С����FsȡK=1.2
��ͶӰ���A=170×110=187×10-4�L2
���4.2��P=25MPa
����ģ��: Fs≥KFz=1.2×25×187×10-4×103=561KN
�ɸ�¼A���J113��ѹ������ģ��Ϊ1250KN�����ڼ���������ģ��561KNȡѹ��ֱ����50�L����Ӧ�����ѹ���Ϊ:Pbmax=4Fymax/πD2
ʽ��Fy¬¬¬¬¬¬¬max——���ѹ������N��
PBmax——���ѹ��ȣ�pa��
D——ѹ��ֱ����m��
�ɸ�¼A���Fymax=13.72×10¬¬4N
�� ��
Pbmax=4×13.72×10¬¬4/3.14×602×10-6
=46.7×106Pa
����Fs��ʽ�У�6.1��ȡK=1.2��
Fs=1.2×46.7×187×10-4×103
=1048KN
ʵ��������ģ��1048KNС��J1113��ѹ�����Ķ��ģ��1250KN���ʴ�ѹ������������ģ����Ҫ����ѹ�������������ֳ�ѹ����������������ѹ������ѡ�ú��ʵ�
��6��У��ѹ������
��ʽ��ѹ��������Ʒ������Ϊ472.2g,����֪����ʵ��ע����Ӧ�ڶע������80%~���ڣ�����Ӧ��ѡ��ע������590g���ϵĻ��͡��ɸ�¼A��֪J1113��ѹ������ֱ��Ϊ��60mmʱ��ѹ�������Ͻ�����Ϊ2kg����J1113��ѹ����������Ҫ��ݴ˳���ȷ��ѡ��J1113�����dz���ѡ��J1113��ѹ����
3.ѹ�����ղ�����ȷ��
ѹ�����հ����㷺��������Ҫ����~•1.ѹ������~2.�ٶȲ���~3.�¶Ȳ���~4.ʱ�����~5.�������Ϻ�ѹ�ҳ�����" u4 I' b( b1 `& ?. ^9 K; ^6 e
��1��ѹ������֮~~ѹ������
ѹ���ǻ��������֯���ܺ���������Ҫ����; i P, U1 M" @5 p2 j/ l
1ѹ����
; r/ E0 z$ q- v7 _4 V/ {3 y: P! u
1.1ѹ�����ļ���4 A" P, C/ B. ^! t
ѹ������ѹ����ѹ��������ƶ�ѹ�����������ѹ�����ļ��㹫ʽΪ��Py=Pg��πD²/4��ʽ�У�Py-----ѹ������KN
. Pg-----ѹ���ѹ��ǻ�ڵĹ���Һѹ��������δ��ѹǰ��ѹ������Ϊ��������Һѹϵͳ�Ĺ���ѹ����MPa;
D----ѹ����ھ���mm
2.��ѹ
2.1��ѹ�������
��ѹ�ֳ�ѹǿ����ѹ�������ڽ����ڵ�λ��������ܵ�ѹ������ѹ��Ϊѹ���ѹ����ѹ��ѹ��
2.2ѹ���ѹ
��ѹ�����ʾ��ͼ�У�����ҺԽ�����Ͽڽ�0----1������Һ�Ѿ۽�1—2������2---3�ȸ��������ƶ���ͷ��ѹ����Ϊѹ���������������������ѹ��������õ��ı�ѹ��Ϊѹ���ѹ��! R. W& r6 n! B( `
ѹ���ѹ���㹫ʽΪ' G) f- J9 f. A& `
Pb=4Py/πd²ʽ�У�Pb---ѹ���ѹMpa
Py-----ѹ������KN7 K Pb=4Py/πd²(=y46.7×106Pa; 46.7×106Pa e6 m
d----ѹ��ֱ������ͷֱ����mm/ z: c' {& @+ k0 [
2.3��ѹ��ѹ
- u1 ^) F) t, F C; Z, o+ N8 K
����ѹ��3—4����ʱ������ѹѹ��������õ��ı�ѹ����Ϊ��ѹ��ѹ����ѹ��ѹ�ļ���ʽΪ��Pbz=4 Pyz/πd²��
2 Y$ M9 L) W! b8 H. M# c8 g
2.4�Ƽ�ѡ�õ���ѹ��ѹ- V1 ?6 j+ T* R; v
��λMpa* B& r+ H' U, W" k
���Ͻ���ͨ��40������40-70������70-120# ^" _% V# x; c6 {3 A1 I* l
þ�Ͻ���ͨ��40������40-60������60-100п�Ͻ���ͨ��20������20-40������40-60ͭ�Ͻ�40������40-80������80-120 A9 U/ ?( U3 W9 _7 {. s
���Ϲؼ�ȡ���������ıں������һ��ں����3mmȡ����ֵΪ��
��2��ѹ������----�ٶȲ���0 I$ H' u" U/ o" W! c
�ٶ���ѹ�����������ܻ���������������������Ҫ����
& M A( |9 z3 i, G( @- |" b
1��ͷ�ٶ�: C, i! L7 X& _
ѹ���ڳ�ͷ�ƶ�����Һʱ���ƶ��ٶȳ�Ϊ��ͷ�ٶȣ�Ҳ��Ϊѹ���ٶȡ�% y! p9 w5 j% {+ O. J: w1 p$ @
1.1��ѹ���ٶȣ���Խ�����Ͽڽ�0-1�ͽ����ѻ���1-2��ͷ���ƶ��ٶ�Ϊ��ѹ���ٶȣ�ƽ��0-1��1-2��Ϊһ���Σ��ٶȿ�����0.1~~0.3m/s0.2~~0.8m/s
�������������е�ʵ��������ڣ�
, r# y! V4 A3 {; P
1.2��ѹ���ٶ�' Q3 G5 v6 ?% s* P7 E
��ѹ���ٶ���Ϊ���ܿ��ٵĽ�����Һ��������ǻ�����ٶȵĴ�С���ڽ���i�ٶ��кܴ��ϵ��������⡣
2�����ٶ�
���ڽ���ͨ�����ڽ�����ǻ�Ƶ����ٶȳ�֮Ϊ�����ٶȣ�����ÿ��ģ�ߵ���ǻ������ͬ��ͨ���������趨�Ľ����ٶȾ�ָ���ʱ���ڵ�ƽ�����ٶȡ�: v( H2 x) W9 F; z6
Ŀ ¼
����ժҪ1
Ӣ��ժҪ2
Ŀ ¼ …3
����…5
1 ��ѹ�������й����Է���7
1.1����ѹ�������ܷ��� …7
1.1.1ѹ�����Ͻ�Ļ�ѧ�ɷֺ���ѧ����…7
1.1.2 ѹ�����Ͻ�����Ҫ��…9
1.2ѹ��ģ�߽ṹ���…11
1.3ѹ��ģ�߽ṹ�ͳߴ羫�ȼ�������������…12
2 ��ѡѹ�������ͺź��…16
3 ѹ�����ղ�����ȷ��…17
4 ѹ��ģ�Ľṹ���19
4.1������ѡ��19
4.2��עϵͳ��ȷ��20
4.3ȷ����ǻ����о�Ľἰ�̶���ʽ…24
4.4��ǻ����о�Ĺ����ߴ����…26
4.5��ģ֧�а��ȼ���27
4.6ȷ���Ƴ��ṹ����…28
4.7ȷ��ģ�ߵĵ������28
5 ѹ����ʹ�ú�ά��29
5.1ѹ�������29
5.2Һѹϵͳ…29
5.3��������…31
5.4����������32
5.5�ⲿ��·�ı���33
5.6�ⲿ�ź�װ�õı���32
5.7��ģ����…33
5.8ѹ�䲿��…34
5.9����…34
5.10��ȴϵͳ35
6��ģ35
7У�˼���37
7.1ģ�ߺ�Ȳ���У��…38
7.2��������У��…39
7.3�����г�У��…39
8 ��ģ�����ؼӹ�…40
С��…42
л��…43
�ο�����…44
��ģ��.dwg
��ģ��.dwg
�ƹ�.dwg
С��о.dwg
��ǻ.dwg
װ��ͼ.dwg
����˵����.doc
��е�ӹ�����Ƭ.doc