һ����ѹ�����IJ��Ϸ����������Է���
1. ���Ϸ���
�ò�Ʒ�ij��Ͳ�����п�Ͻ����ò����ܶȴ��������ܺã���ѹ�����ӵ������ѹ��ʱ��ճģ��ѹ����������Cr��Ni�Ƚ�������е�������ܺã������ϻ�������ʴ���ܲ��ߡ�
2. �����Է���
1��п�Ͻ�ѹ������п������ճ��ģ�߱����ϡ�
2����ѹ�����ں�ȽϾ��ȣ�������С��dz�������Ժá�
3��Ϊ�˷���ӹ�����ͼ���ģ����ǻ����о���������ʽ�ṹ��
4����ѹ������һ�㾫�ȵȼ���Ϊ��������ѶȺ�������ڣ�Ӧ��һģһǻ������Ҫ��ѹ����ȥ�����ڷ��ϡ�
�����ⶨ�ij�����
1.���ͷ���
��ѹ�������ó�ͷ��ѹʽȫ��ʽѹ����ѹ����
2.�����ղ���
1������̲ģ�ѹ����������ģ����ƣ���32ҳ��3.2��֪ѹ���ѹΪ30Mpa
2������̲ĵ�33ҳ��3.4��֪ѹ���ͷ���г�ѹ���ٶ�Ϊ0.3��0.5m/s
3������̲ĵ�34ҳ��3.5��֪�����ٶ�Ϊ
4������̲ĵ�36ҳ��3.7��֪��ѹʱ��3��4s
5������̲ĵ�36ҳ��3.8��֪��ģʱ���Ƽ�ֵΪ7��12s
6������̲ĵ�37ҳ��3.9��֪��ע�¶�Ϊ410��540
7������̲ĵ�38ҳ��3.10��֪ģ��Ԥ���¶�130��180
3. ȷ����ǻ��Ŀ
1)Ϊ��������ѶȺ�������ڣ�Ӧ�ɵ���ǻ������Ҫ��ѹ����ȥ�����ڷ��ϡ�
2������ѹ�������������
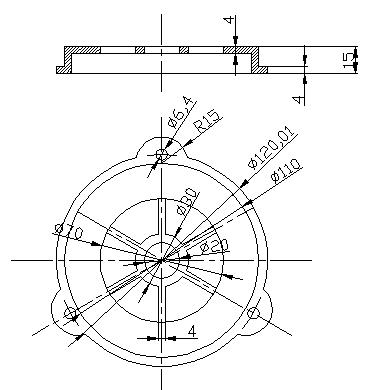
ͨ����ά��ͼPRO/E����������:
����ѹ����ͶӰ��� S=14257�L2�����V=153645�L3
���й����Ͽ�֪Al���ܶ�Ϊ6.8g/cm3 ��ѹ��������m=1044.8g
������ѡѹ����
1.ѹ��������ģ��
ģ����ǻ������������ѹ����ѹ�������غ�ʱѹ������ģ��
ʽ��
K—��ȫϵ����һ��ȡK=1��1.3��
��ǻ������
ʽ�� P—���յ�ѹ���ѹ��Pa��
ѹ������������ѹ���ѹ
ʽ��
F—ѹ������N��
D—ѹ��ֱ����m��
2.ѡѹ����
�������ϼ�����,����̲ĵ�65ҳ��4.1��ѡ����ѹ��ѹ�����ͺ�Ϊ
SHD—75��ؼ����������±���ʾ��
|
�ͺ� ��� |
SHD—400 |
|
�ͺ� ��� |
SHD—75 |
|
��ģ��/KN |
400 |
Һѹ������������/KN |
25 |
|
|
����֮����ڳߴ磨ˮƽ×��ֱ��/�L |
335×285 |
��������ע��/Kg |
0.75��0.9��Zn�� |
|
|
����ֱ��/�L |
55 |
һ�ο�ѭ��ʱ��/S |
2.5 |
|
|
�ƶ�ģ���г�/�L |
195 |
��·����ѹ��MPa |
10 |
|
|
ѹ��ģ���/�L |
130��340 |
��������/Kg |
70 |
|
|
ѹ��λ��/�L |
0��50 |
������ȹ���/KW |
4 |
|
|
ѹ����/KN |
42 |
���ͳߴ磨���L×���L×�ߩL�� |
3200X1300X1700 |
�ġ���עϵͳ������ϵͳ�����
1.��עϵͳ���
1��ȷ��������ʽ��λ�á�Ϊ����߳���Ч�ʣ���������������Ӧ����Ϊ�ձ�IJཽ�ڡ���������ѹ���������������
2������ֱ�����Ը��ݾ��鹫ʽ����