�������˱�ҵ��ƵĿ�����“��������ɡ����”�Ĺ��չ�װ��ơ����н���������ɡ���ִ�ë����ɳ�Ʒ��һ�������Ļ�е�ӹ����̣���������˻�е�ӹ����չ�̵��ƶ���ר�üо���ƣ�ר�õ�����ƣ�ר���������������Ҫ���ݡ�
��������һ�½����˴�����Ĺ��շ������ӹ����ͣ�ѡ��ë�������ƶ��˼ӹ����ա�
���������ڶ���Ϊ���������ص��½ڣ�����������ר�üо�Ϊ������ϸ�IJ����˵������е�ר�üоߵ���ƹ��̡����а����˼о߹��ܼ�ͼ����ԭ�����оߵĶ�λ������ƣ���λ��ʽ��Ԫ���ȣ����оߵĶ�λ�����������������н����ļ��㣬�оߵļн�װ�û������ƣ��о߶���װ����ơ�ͨ���Դ��µ��Ķ���������ϸ�˽�оߵ���Ʒ������̣����ҿ��Ե�����������ȥӦ�õ���������Ļ�е�ӹ������еļо���ơ�
��������������Ϊר�õ�����ƣ�������Ϊר��������ƣ���������ϸ���輰��ʽ������Խ�����½�����ơ�
��������ͨ���Դ�����Ķ������Զ����������ɡ���ֵĹ��չ�װ��ƣ�����˵��������������ɡ���ֹ��չ�װ��Ƶ�ר�û�е�ӹ��ֲ�
��������
�ؼ��ʣ�������ɡ���֣��оߣ����ߣ�����
�� ���չ����ƣ���������ɡ���֣�
1.1 �������
1.1.1 ���������
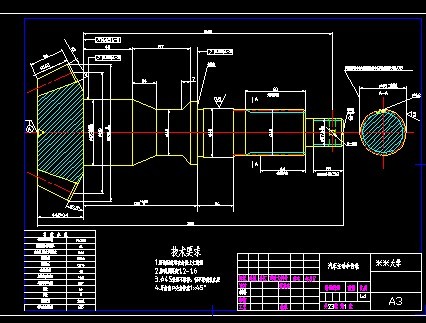
��������������������ֽṹ��һ�������ṹ���������������Ϊ��������Ϊ����ɡ���֡�������ɡ������Ӷ�����ɡ��������ϣ��������ֵ������ഹֱ���Ӷ�ʵ��������ת�ء��ٶȡ������ȵĴ����������ڸ��٣����ʻ�еװ�õĴ��������������Ӵ��ķ�ʽ��������˱Ƚϰ������нϴ��ǿ�ȡ������Ϊɡ������Ϊ�����֣��ڴ����ṹ�е�����������Ҫ������ӹ�Ҫ�ӹ����ȡ���λ���ȵ�Ҫ�Ƚϸߡ�����Ҫ��������ͼ��
������
1.1.2������շ���
�����������ͼ֪������IJ���Ϊ20CrMnTi�����������֪�������������ɡ���֣��ڴ�����Ҫ���нϸߵľ��ȣ�����ʱ�нϺõ���ĥ�ԣ����ֳݸ������нϸߵ����Ժͳ���ԡ��ͺ�Ϊ20CrMnTi�ĺϽ����������ЩҪ��ѡ�ø��ͺŵĸ֡�������ϵ���Ҫ�ӹ���Ϊ��Բ�桢 Ø��Ø48±0.008����ѹ���ơ� ����������2-Ø5�ס�ϳ���ֵȡ��ó�����Ӷ�������ϴ��������ٶȺ�ת�أ��ʳ���ļӹ�����Ҫ��ϸߣ���Բ���Ø48�������������֮��ĽӴ�ƽ�棬ֱ��Ӱ����������������֮��ĽӴ����ȣ��������������ӵı��棬�ڼӹ�ʱ��Ӧ�нϸߵľ����Լ�ǿ��Ҫ������Ø5�������ֱ�����ʱӦ��֤������λ����Ҫ��
�������ο������ձ��������ֲ�ĸ��ּӹ������ľ��þ��ȣ��������ܴﵽ��λ�þ��ȿ�֪����������Ҫ���ǿ��Դﵽ�ģ�����Ľṹ������Ҳ�ǿ��еġ�
������
1.2 ȷ��ë������ë��ͼ
������
���������ݲ��ϼ�����Ļ�е����ȷ��ë���ļӹ�����Ϊ���졣
�������������������֪�������������Ϊ5000—10000��/�꣬���������ԼΪ9�K�����֪�������������Ϊ��������������е�ӹ������ֲᡷ��1����5.2-1��
�������ò���������ݡ���е�ӹ������ֲᡷ��1����3.2-1��3.2-8������Բ������ӹ�������ƫ�
��������1.1 ��Բ������ӹ�������ƫ��
������
�������ߴ� ���ּӹ����� �����ӹ�ֱ������ ƫ��
��Ø65 ����2.3 ������0.2 ��-0.30��-0.45
��Ø48 ����2.3 ������0.2 ��-0.25��-0.39
��Ø45 ����2.0 ������0.2 ��-0.25��-0.39
Ø27 ����2.0 ������0.3 ��-0.21��-0.33
������ ����1.5 ��������1
�������������������������������������������������������������������������mm
����������������������������������������������������������������������
������ȷ���ͼ�����ͻ�е�ӹ���������Ҫ���أ�
��������1���ͼ����� ���ݶͼ�ͼ�Ļ����ߴ���м��㣬���Դ����ݲ��ȷ������������������������ԼΪ9Kg��
��������2������ϵ��S �ɹ�ʽ
ʽ��
����W�ͼ�------�ͼ�����
����W�������ݶͼ�------��Ӧ�ͼ��������ݼ�������
�������ͼ���״����ϵ����Ϊ4��������0.63��1����һ��(��0.32��0.63),�ϸ��ӣ���0.16��0.32�������ӣ�≤0.16�����öͼ�����״����ϵ��ѡһ�㡣
��������3����ģ����״ ��ģ�߷�Ϊ���ࣺƽֱ��ģ�ߺͶԳ�������ģ�ߣ���ë��������Ϊ���Գ�������ģ�ߡ�
��������4���ͼ�����ϵ�� ��Ϊ������
���������������ֵ���ߺ�̼��С��0.65����̼�ֻ�Ͻ�Ԫ�ص�����ܺ���С��3.0���ĺϽ�֡�
�������������ֵ���ߺ�̼�����ڻ����0.65����̼�ֻ�Ͻ�Ԫ�ص�����ܺ������ڻ���� 3.0���ĺϽ�֡�
�������öͼ��ĺϽ�Ԫ�طֱ�ΪCr��Mn��Ti,���ǵ�����ܺ���С��3.0�����ʲ���ϵ��Ϊ��
��������5������ļӹ�����ֲڶ� ����ļӹ�����ֲڶ���ȷ���ͼ��ӹ���������Ҫ���ݡ����ӹ�����Ĵֲڶ�Ra��1.6umʱ��������Ҫ�ʵ��Ӵ�
��������������Ӱ���е�ӹ������ĸ����أ������ͼ��������ӹ����ȡ��ͼ�����ϵ���������ߴ磬���������е�ӹ������ֲᡷ��1����3.1-56����ģ�͵ĵ�������Ϊ2.5mm�����ĵ�������Ϊ3mm���ɴ˿ɻ��������������ɡ���ֵ�ë��ͼ������ͼ��ʾ��
ͼ1.1 ɡ����ë��ͼ
1.3���չ�����
1.3.1��λ����ѡ��
�������ֻ���ѡ��
��������ѡ��ֻ�ʱ��Ҫ���ǵ����¼���Ҫ��һ���ڱ�֤�����ӹ�������мӹ�������ǰ���£�ʹ��Ҫ�ļӹ�����ļӹ��������ȣ��ڶ�����֤�����ϼӹ������벻�ӹ�����֮���λ��Ҫ��Ӧ�Բ��ӹ�����Ϊ�ֻ���������ѡ��ֻ��ı���Ӧƽ����û�н��ڡ�ð�ڻ�ɱߵ�ȱ�ݣ��Ա㶨λ�ɿ����öͼ�Ϊ�����������ѡ��ֻ�ʱ�����ȿ����˵�һ��Ҫ�����ѡ�˶ͼ���С����Ϊ�ֻ���
������������ѡ��
������ѡ������������Ҫ��һ���ù������Ϊ������ʵ��“���غ�”��������������غ����ڶ�����������ijһ�龫�����Է���ؼӹ�����������ʱ��Ӧ�������ڶ��������в��ô˾�����λ��ʵ��“��ͳһ”���Լ��ٹ�����Ƶķ��ã���������ʣ������ת����������Ϊ�˻�þ��ȵļӹ�������ϸߵ�λ�þ��ȣ�����ѭ��Ϊ����ԭ���ģ������ӹ�������ӹ�����Ҫ����������С������ʱ��Ӧѡ��ӹ���������Ϊ��������“��Ϊ��”��ԭ���ڵ�һ���ڶ�����ԭ��ѡ���Զͼ���С����Ϊ�ֻ����ӹ��ͼ��Ĵ���漴ɡ���ֵĴ���棬���Դ˴����Ϊ������
������
1.3.2�ƶ�����·��
�������������ͼ�����ݸ�����Ҫ�ӹ���ijߴ�Ҫ�ӹ����ȡ���λ���ȼ���Ϲ�ϵ�ͼ���Ҫ��������������ֹ���·�߷�����
Ŀ ¼
ժҪ...��
Abstract…….…….��
Ŀ¼….��
����…..1
1.���չ�����…1
1.1�������……..…..1
1.1.1���������1
1.1.2������շ���……..1
1.2ȷ��ë������ë��ͼ…..1
1.3���չ�����4
1.3.1��λ����ѡ��.….4
1.3.2�ƶ�����·��….…5
1.3.3ѡ��ӹ��豸�����ߡ��оߡ�����.…7
1.3.4ȷ����Ҫ����ļӹ����������.…8
1.3.5�ӹ��������..8
2.����װ�����…18
2.1�о����…..18
2.1.1��2-5�о����……..18
2.1.2��������.23
2.2ר�õ������……26
2.3ר���������……29
������2.3.1����Ľṹ��ʽ29
������2.3.2����Ĺ�����ߴ缰�����ȷ��……31
������2.3.3������������Ҫ���ȷ��…32
����…….33
��녅34
�ο�����…….35
��¼A.1……..36
��¼A.2…….…..…..45
��¼B.1.……..40
��¼B.2.……..48
��������ɡ����.dwg
ɡ���ֹ��չ��̼�ͼ.dwg
������ë��ͼ.dwg
�괲�о�.dwg
�괲�о�-���7.dwg
������1-������.dwg
������5-����.dwg
������6-���.dwg
������9-֧��.dwg
������11-���.dwg
������16-�ֱ�.dwg
Ŀ¼.doc
˵����.doc