毕业设计题目:“阀体”零件的工艺设计
内容要点及要求:
该产品年产量5000件,备品率为10%,机械加工废品率为2%,对该产品做工艺设计,完成下列任务:
零件工作图及毛坯图各一张;
零件机械加工工艺过程卡片一份;
设计夹具两套,图纸总量应达到3张以上0号 图纸;
设计说明书一份。
第一章 零件的分析
1.1零件的作用
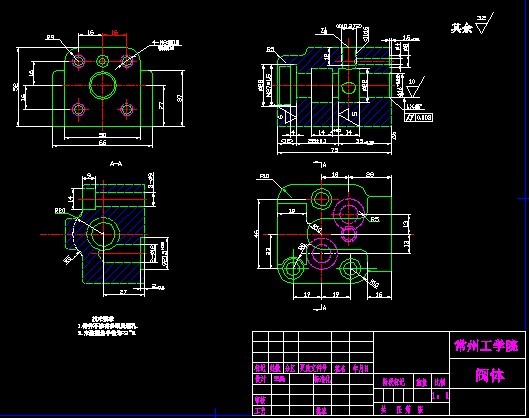
阀体是整体装置的重要零件,它支撑中心部分,承受着部分静载荷,因为阀体与整个机体连接,并且中心部分与该零件是螺纹连接,因而该零件的螺纹承受着一定载荷,以及一定的冲击力,所以该零件承受着静、动载荷。
1.2零件的主要技术条件分析
为了适合铸件技术要求,因而采用精度等级为CT12。
为了保证铸件整个零件的中心高度,首先以底平面为基准,粗镗直径为36H8的孔,再以该孔为基准,粗铣底平面,最后以底平面为精基准,精镗以上的孔,再精铣底平面,以上步骤均需要专用铣夹具等。
两螺纹孔的中心距为68,该尺寸的要求较高,为了保证尺寸的配合,这两个螺纹孔应该到最后进行钻孔。
内孔承受着较高工作力,因而它的内孔配合度较高,要求有较高的粗糙度,只有这样的粗糙度才能满足零件工作时的需要。
有关螺纹的技术要求:
阀体在工作时,将受到一定的载荷,这一载荷又将传到螺纹上,因此,对于安装这两个螺纹端面有一定的粗糙度,该粗糙度为3.2,属于铸造件中较高的粗糙度要求。
有关结合面的技术要求:
阀体在工作中受到冲击性质动载荷以及静载荷,结合面的歪斜将使中心部分不能正常工作,最终导致机体整体不能正常工作,因此,对结合面的平面度要求较高。
零件工艺规程设计
2.1确定零件的生产类型
生产纲领的确定:
N零=Q* n(1+α+β)
式中:N零:零件的生产纲领;
Q:产品的生产纲领,Q=5000台/年;
n:每一产品中包含该零件的数量 n=1;
α:零件的备品率,一般情况下为α=3%~5%
取4%
β:零件的平均废品率,取β=1;
∴N零=5000*1(1+4%+1%)
=5,025件/年
根据任务书可知零件为大量生产。
2.2确定零件毛坯的制造形式
影响毛坯选择的因素通常包括:
1、零件材料的工艺性及对材料组织的要求。
2、零件的结构形状和外形尺寸。
3、零件对毛坯精度,表面粗糙度和表面层性能的要求。
4、零件生产纲领的大小。
5、现有生产能力和发展前途。
由于阀体要求有较高的强度和刚度,以及良好的耐磨性和疲劳强度,材料选择HT200。
因为阀体在工作中承受静载荷以及小量的动载荷,为了使金属纤维尽量不被切断,非加工表面对称均匀,使零件工作可靠,并且铸件的铸造性能较好,。由于该零件的轮廓尺寸不大,生产类型为大量生产,又考虑零件的加工条件要求较高。为了保证加工质量、提高生产率、降低成本、减少工人的劳动强度,确定采用铸造成型。
2.3制定工艺路线
工艺过程的安排:
在阀体加工中,影响加工精度的主要因素有:
阀体本身的刚度比较地,在外力(切削力、夹紧力)的作用下,容易变形。
阀体是铸造件,孔的加工余量大,切削时将产生的残余内应力,并引起应力重新分布。
因此,在安排工艺过程中,就需要把各主要表面的粗精加工工序分开,既把粗加工安排在前,半精加工安排在中间,精加工安排在后面。
这是由于粗加工工序的切削余量大,因此,切削力、夹紧力必然大,加工后容易变形。粗精加工分开后,粗加工产生的变形,可以在半精加工修正,半精加工中产生的变形可以在精加工中修正。这样逐步减少加工余量,切削力及内应力作用。逐步修正加工的变形就能最后达到零件的技术要求。
各主要表面的工序安排如下:
⑴一端面:粗铣、精铣。
⑵中心孔,大螺纹孔:钻孔、粗镗、半精镗、精镗。
⑶两螺纹孔:钻、镗。
一些次要表面的加工,则视需要和可能安排在工艺过程的中间或后面。
阀体工艺路线的方案之一:
⑴钻通孔;
⑵粗铣底平面;
⑶粗铣台阶面;
⑷精铣底平面;
⑸精铣台阶面;
⑹精镗通孔;
⑺钻螺纹孔;
⑻检查;
⑼人工清理;
⑽最终检验。
4、此方案具有如下特点:
⑴加工阶段划分得较合理:
a.阀体本身的刚度比较地,在外力(切削力、夹紧力)的作用下,容易变形。
b.阀体是铸造件,孔的加工余量大,切削时将产生的残余内应力,并引起应力重新分布。
因此,在安排工艺过程时,就需要把各表面的粗、精加工工序分开,即把粗加工安排在前,半精加工安排在中间,精加工安排在后面。这样避免了由于粗加工工序切削余量大,切削力、夹紧力必然大,加工后易产生变形。
如:内应力引起的变形;夹紧力较大引起的变形;切削温度过高引起的变形;工艺系统的热变形等的影响。粗、精加工分开后,粗加工产生的变形可以在半精及精加工中得到修正,就能最后达到零件的技术要求。同时,还能合理地使用设备,保证加工质量。在粗加工各表面后及早地发现毛坯缺陷,避免损失更多的工时和费用。
⑵定位基准的选择
阀体加工作为精基准的表面是大端面,以及两台阶面为定位面,而作为精基准的表面应该提前加工完。在选择粗基准时考虑的重点是如何保证各加工表面有足够的余量,使不加工表面的尺寸、位置符合图纸要求。因此按照粗基准选择原则,以端面为粗基准来加工底平面——精基准。在阀体的加工过程中定位基准满足基准重合原则,简化了工艺过程的制定,使夹具的设计、制造简单,降低成本。
⑶按照工序分散的原则来拟定工艺路线:
阀体的加工过程中,各加工工序的组合基本上是按照工序分散的原则进行的。由于阀体的形状复杂,要加工表面不便于集中加工,为了适应大批量生产的快节奏,必须在各工序采用高效率的专用机床和夹具,以提高生产率,保证加工质量,使各工序的时间趋于平衡,按一定的节拍组织流水生产。虽然现代生产的发展多趋向于工序集中,但工序分散在大批量生产中仍应用很广泛。
目 录
第一章 零件的分析-1
零件的作用-1
零件的主要技术条件分析-1
第二章 零件工艺规程的设计--2
2.1零件的生产类型--2
2.2确定零件毛坯的制造形式--2
2.3确定工艺路线--3
2.4确定机械加工余量、工序尺寸及毛坯尺寸-4
2.5确定各序工艺装备及切削用量-7
2.6确定各序工时定额10
第三章 夹具设计-14
3.1概述14
3.2方案设计-- 14
3.3夹紧力的计算14
3.4夹具工作原理及动作说明15
第四章 选择加工设备、工具--16
4.1选用加工工具16
4.2加工工艺设计17
第五章 机床夹具零件及部件18
5.1定位件--18
5.2导向件19
5.3对刀件19
第六章 结束语--20
鸣谢-21
参考文献--23
wxwbigdog.dwg
零件图.dwg
毛坯图.dwg
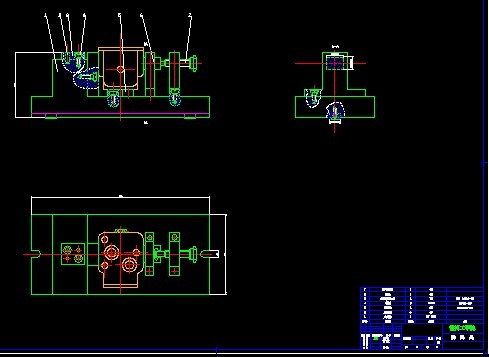
铣夹具装配图.dwg
钻夹具装配图.dwg
钻模板.dwg
工艺卡片2.xls
毕业设计(论文)封面(常州)!.doc
毕业设计说明书1.doc
目录.doc
前言.doc
正文.doc