本次设计对短应力线750轧机压下部分进行了相应的设计与校核。然后,轧机的两种轧制力计算方法进行了设计比较。本轧机为为二辊卧式轧机。本设计采用直流电动机,有较大的过载能力,电动机与轧机之间有减速器。压下装置动力部分采用液压马达,传动平稳,能在较大范围内实现无级调速,能保证较高的轧制精确度。最后对轧机的润滑和维护做了简单讨论。
本次设计主要的研究方法是根据轧辊孔型和轧制速度,计算轧制力,从而对轧辊进行强度和刚度的校核,确定轧辊是可用的,从而保证轧机能正常工作。在对轧辊轴承的选取,立柱的校核,压下装置的形式进行了研究,保证设计了的准确性。
关键词:750轧机;二辊式轧机;压下装置;油马达;轧制力
近些年来,国外线材生产是稳定的,线材产量的7~8%。用线材轧机常生产5~12.7毫米的圆形断面轧材。
为了提高线材的质量和产量,六十年代发展了无机架轧机、预应力轧机、Y型轧机、步进式加热炉等新型轧制线材设备。轧机的轴承广泛采用滚动轴承或油膜轴承。线材直径公差可达±0.1~±0.3毫米。
20世纪70年代,摩根无扭高速线材精轧机组有很大发展,投产的以达160多套。目前,高速线材轧机的机型可概括为三辊式、45°、15°、75°和平-立交替式四种。
1.3.4 短应力线轧机
1.提高轧机刚性的途径
提高轧机的刚性是获得高精度产品,减少轧制废品和工艺事故,稳定工艺参数,提高轧机作业率和产品成材率,尤其是提高轧制速度的必备条件。提高轧机刚性也正是实现轧机机械化及电子计算机控制自动化生产的先决条件,因为轧制程序的稳定及生产过程的自控,必须有稳定的工艺及准确稳定的指令,高速线材轧机更是如此。
提高轧机刚性的途径有:1)增加轧辊尺寸和机架断面尺寸。但这会使工作机座结构庞大,增加设备重量和制造困难,而且,机座刚度不仅仅决定于机架断面积的增加,也与机架的结构和几何尺寸有关。随着轧辊直径和机架断面积的增加,机架高度也相应增加,这就影响了机座刚度的进一步提高。2)改善各承载件的材质,结构及加工精度,以提高工作机座的配合精度。3)减少承载件的配合面。4)缩短辊身长度。5)缩短应力线长度。6)施加预应力等。
这里所说的应力线是轧机在轧制过程中,轧制力所引起的内力沿各承载零件分布的应力回线,与一般力学中的应力概念有所不同。故短应力线轧机是指应力回线缩短了的轧机,是一种高刚度轧机。
2、短应力线轧机的发展概况
从提高轧机刚性的途径来看,最合理的途径是尽量缩短应力线长度。40年代,瑞典研制出的第一代无牌坊轧机,取消了牌坊,用拉紧丝杆将两个刚性很大的轴承座连在一起。这种轧机是将拉紧丝杆固定在下轴承座上、上轴承座在拉杆上可自由上下移动,拉杆顶端再连接一上横梁,上辊压下调正与平衡同普通轧机一样,其结构示意图如图1-1所示。这类轧机在我国已安装了四套。第一代无牌坊轧机的应力线不是最短的,经改进,瑞典于60年代研制出了第二代无牌坊轧机。
意大利波米尼法雅尔公司(PominiFarrel)研制的“红环”轧机也是属于短应力线轧机。我国在研制短应力线轧机方面起步较晚,开始于70年代末期,80年代初期,但发展速度较快。1981年北京科技大学成功地研制出了国内第一架新型短应力线轧一“GY-1”型短应力线轧机,如图1-1所示。该轧机首先在四川蛾眉型钢厂、大冶钢厂、贵阳钢厂投产,因其具有投资少,上马快,见效快、容易掌握、调整方便、成材率高等优点,很快在全国80多个厂家得到推广应用。轧机类型也从“GY-1”型发展到到“GY-2”型“GY-3”型、“GY-4”型短应力线轧机。
在“GY”型短应力线轧机投产之后,由河北冶金厅研制的“HB”型短应力线轧机。四川威远钢厂研制的“CW-1”型短应力线轧机和北京冶金设备研究院研制的“SY”型短应力线轧机相继投入生产。特别是“SY”轧机在设计、加工制造和服务一条龙的经营指导思想下,发展速度很快,在全国已有几十家企业投入生产。
3.短应力线轧机的主要特点
最短的应力线保证了高刚度。这种轧机不用预应力,也不靠增大截面尺寸来提高轧机刚度而是通过尽量缩短应力线来提高轧机刚度。在所有轧机中这种轧机的应力线是最短的,轧机的配合面也是最少的,轧机轴承座具有较大刚度。
预调性能好。在压下螺母、球面垫与轴承之间装有密压头,与轧制负荷指示器相连,能经常测得轧制负荷,因此可模拟生产条件,在换辊前预调辊缝。换辊后生产的第一,第二根钢即可保证为合格品,减少了试轧废品,提高了成材率,克服了旧轧机一边试轧,一边调整,造成试轧废品多的问题,这一点对于高级合金钢尤其具有经济价值。
实现了对称调整。连接四个轴承座的四根拉杆上有正反丝扣,实现了相对于轧制线的对称调整,保证了轧制线固定不变。从而使得导位装置的调整、安装、维护都很方便,减少了操作事故和工艺事故,提高了成材率和作业率。
整体换辊,减少了换辊时间,短应力线轧机都备有二套以上的辊组。一套使用,另一套预装。换辊时,将旧辊组取下,换上新辊组,只需几分钟时间,大量的工作都在生产线以外的预装间去完成,从而减少了在生产线上的换辊时间,提高了作业率。
轴承和轴承座受力情况好,提高轴承寿命。本轧机由于取消了集中载荷的压下螺丝,使轴承受力均匀,应力降低,包角增大,轴承寿命较现有轧机(预应力或其他形式)有显著提高。
综合上述,轧钢生产技术七十年代的发展特点是,板带比重大,焊管多于无缝管;向高速、大型、连续化、自动化方向发展;提高质量,扩大品种以及低成本能耗。改造轧机,挖掘潜力;大量采用新工艺新技术。
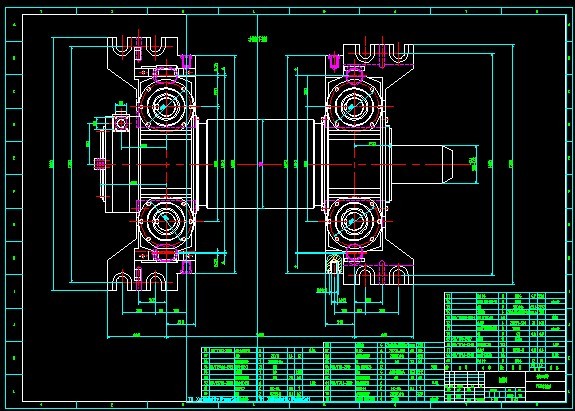
1.4 750轧机的设计简介
750 水平辊轧机如图所示。主要由主传动装置、机架、机架换移装置、压下装置、轧辊平衡装置及轨座等组成。
1.4.1主传动装置
主传动装置由电机、联轴节、减速器齿轮座、联轴节及联接轴等部件组成。
联接轴的中部为花键结构,可使机架整体横移。
联接轴的平衡装置采用液压平衡装置。
本水平辊型钢轧机主传动装置的主要参数为:最大轧制力为276.8KN、轧制力矩为39.68kN·m-、轧辊转速为11.0r/min,电机功率为600kw、转速为718r/min、总速比65.3
1.4.2机架横移装置
机架横移装置主要由横移液压缸、锁钩、机架 及轨座等部件组成。
在轧辊上有三组孔型,轧制线固定,要实现不同孔型的轧制,需横移机架。四架连轧机( 两台立辊轧机、两台水平辊轧机) 中,每架轧机的轧辊都有三组孔型,可轧制三种规格的型钢,如需轧制其他规格的型钢,四架连轧机均需更换轧辊。
机架横移装置的工作过程是用锁钩将机架锁住,液压缸工作,使机架及联接轴平衡装置支座在轨座上滑动,联接轴花键伸长或缩短,从而实现了不孔型的轧制。
1.4.3压下装置及上辊平衡装置
压下装置主要由压下电动机、涡轮蜗杆减速器、压下螺丝及压下螺母等组成。
两套压下装置联动,由液压缸实现了两套压下装置的离合。
本次750 水平辊型钢轧机压下装置的主要参数为压下液压马达8mm/min-80mm/min、涡轮蜗杆减速器的速比i=80
上工作辊平衡用( 个液压缸,其结构和工作原理与1700热连轧机5缸式平衡装置中上支撑辊平衡基本相同。
目录
摘要 I
Abstract II
第一章 绪论 1
1.1. 选题背景及目的 1
1.2轧钢生产在国民经济中的主要地位与作用 1
1.3国内外轧钢机械的发展状况 2
1.3.1粗轧机的发展 2
1.3.2带钢热连轧机发展 2
1.3.3线材轧机的发展 3
1.3.4 短应力线轧机 4
1.4 750轧机的设计简介 5
1.4.1.主传动装置 6
1.4.2. 机架横移装置 6
1.4.3.压下装置及上辊平衡装置 6
1.5总体思路的选择 7
第二章 概述及方案选择 8
2.1设计的原始参数 8
2.2概述 8
2.3咬入条件的校核 9
2.4轧制过程基本参数 10
2.4.1.简单轧制过程 10
2.4.2.轧制过程变形区及其参数 10
2.5轧制力的计算 11
2.5.1方法一:艾克隆德方法 11
2.5.2方法二:采利柯夫方法 13
2.6轧辊的几何尺寸的选取 14
2.7轧制力矩的计算 15
2.8主电动机功率的计算及选电动机 16
2.8.1轧辊与电机间的效率 16
2.8.2.根据过载条件选择电动机功率 16
2.9轧辊强度及刚度校核 18
2.9.1计算辊身弯曲强度 18
2.9.2计算辊颈弯曲和扭转 19
2.9.3计算辊头剪切强度 20
2.10轧辊轴承的选取 21
2.11立柱校核 22
2.11.1立柱危险截面强度校核 22
2.11.2立柱牙型强度校核 23
2.12 压下装置的结构形式 23
2.13上辊平衡装置 24
2.14轧辊的轴向调整及固定 24
第三章 润滑及维护 26
3.1润滑 26
3.2维护 28
3.2.1轧机主传动装置维护 28
3.2.2在轧机维护中应用故障诊断技术 28
结论 31
参考文献 32
致谢 33
附件1 34
附件2 45
750辊系.dwg
立柱.dwg
压下.dwg
总图2.dwg
750初扎机-压下系统设计.wps