组合机床是根据工件加工需要,以大量系列化、标准化的通用部件为基础,配以少量的专用部件,对一种或数种工件按预先确定的工序进行加工的高效专用机床。组合机床能够对工件进行多刀、多轴、多面、多工位同时加工;可完成钻孔、扩孔、镗孔、攻螺纹、铣削、车孔端面等工序,随着组合机床技术的发展,其工艺范围日益扩大,如:焊接、热处理、自动测量和自动装配、清洗等非切削工序。
组合机床广泛应用于大批量生产的行业,如:汽车、拖拉机、电动机、内燃机、阀门、缝纫机等制造业。主要加工箱体类零件,如气缸体、变速箱体、汽缸盖、阀体等;一些重要零件的关键加工工序,虽然生产批量不大,也采用组合机床来保证其加工质量。目前,组合机床的研制正向高效、高精度、高自动化的柔性化方向发展。
本文根据工厂需要,设计能高效、高精度的进行上箱体缸体精镗孔专机上的主轴箱。
镗床组合机床的特点
镗床组合机床主要是用镗刀在工件上镗孔的机床,通常,镗刀旋转为主运动,镗刀或工件的移动为进给运动。它的加工精度和表面质量要高于钻床。镗床是大型箱体零件加工的主要设备。
镗床系指主要用镗刀在工件上加工已有预制孔的机床。通常,镗刀旋转为主运动,镗刀或工件的移动为进给运动。它主要用于加工高精度孔或一次定位完成多个孔的精加工,此外还可以从事与孔精加工有关的其他加工面的加工。
1.6.2 镗床组和机床的加工特点
加工过程中工件不动,让刀具移动,将刀具中心对正孔中心,并使刀具转动(主运动)。
1.6.3 组和机床镗床的分类
(1) 卧式镗床
卧式镗床是镗床中应用最广泛的一种。它主要是孔加工,镗孔精度可达IT7,表面粗糙度Ra值为1.6-0.8um.卧式镗床的主参数为主轴直径。
镗轴水平布置并做轴向进给,主轴箱沿前立柱导轨垂直移动,工作台做纵向或横向移动,进行镗削加工。这种机床应用广泛且比较经济,它主要用于箱体(或支架)类零件的孔加工及其与孔有关的其他加工面加工。
(2) 坐标镗床
坐标镗床是高精度机床的一种。它的结构特点是有坐标位置的精密测量装置。坐标镗床可分为单柱式坐标镗床、双柱式坐标镗床和卧式坐标镗床。
有精密坐标定位装置的镗床,它主要用于镗削尺寸、形状、特别是位置精度要求较高的孔系,也可用于精密坐标测量、样板划线、刻度等工作。
单柱式坐标镗床:主轴带动刀具作旋转主运动,主轴套筒沿轴向作进给运动。特点:结构简单,操作方便,特别适宜加工板状零件的精密孔,但它的刚性较差,所以这种结构只适用于中小型坐标镗床。
双柱式坐标镗床:主轴上安装刀具作主运动,工件安装在工作台上随工作台沿床身导轨作纵向直线移动。它的刚性较好,目前大型坐标镗床都采用这种结构。双柱式坐标镗床的主参数为工作台面宽度。
卧式坐标镗床:工作台能在水平面内做旋转运动,进给运动可以由工作台纵向移动或主轴轴向移动来实现。它的加工精度较高。
(3)金刚镗床
特点是以很小的进给量和很高的切削速度进行加工,因而加工
的工件具有较高的尺寸精度(IT6),表面粗糙度可达到0.2微米。
用金刚石或硬质合金等刀具,进行精密镗孔的镗床。
(4)深孔钻镗床
深孔钻镗床本身刚性强,精度保持好,主轴转速范围广,进给系统由交流伺服电机驱动,能适应各种深孔加工工艺的需要。授油器紧固和工件顶紧采用液压装置,仪表显示、安全可靠。可选择下列几种工作形式:1.工件旋转、刀具旋转和往复进给运动,适用于钻孔和小直径镗孔;2.工件旋转、刀具不旋转只作往复运动,适用于镗大直径孔和套料加工;3.工件不旋转、刀具旋转和往复进给运动,适用于复杂工件的钻孔和小直径的钻孔和小直径镗孔。
(5)落地镗床工件安置在落地工作台上,立柱沿床身纵向或横向运动。用于加工大型工件。组合机床一般采用多轴、多刀、多工序、多面、多工位同时加工,是一种工序集中的高效率机床。组合机床加工,刀具是借助于钻摸板和镗模架,精加工机床采用高精度的导向,所以能稳定的保证产品质量。
在本设计中我选用了卧式镗床,因为本道工序的加工要求不是很高。卧式镗床镗轴水平布置并做轴向进给,主轴箱沿前立柱导轨垂直移动,工作台做纵向或横向移动,进行镗削加工。这样不但方便加工,而且卧式镗床还比较便宜。同样的坐标镗床运用于高精度的加工,价格高,就不选用了。精钢镗床特点是以很小的进给量和很高的切削速度进行加工。本道工序要加工的孔径很大,而且年产5万件,属大批量生产,容不得我选它。深孔钻镗床比较适合镗孔,但一般的企业可能没有,为了生产零件而特意建一条生产线,有点过火了。落地镗床工件安置在落地工作台上,立柱沿床身纵向或横向运动。用于加工大型工件,我们加工的是摩托车零件,相对而言还是比较轻巧的,不利于选择落地镗床。
本设计主要研究内容及加工方案的制定
本设计研究内容是:完成1P65F上箱体缸体粗镗孔专机主轴箱设计
2.1 原始资料数据介绍
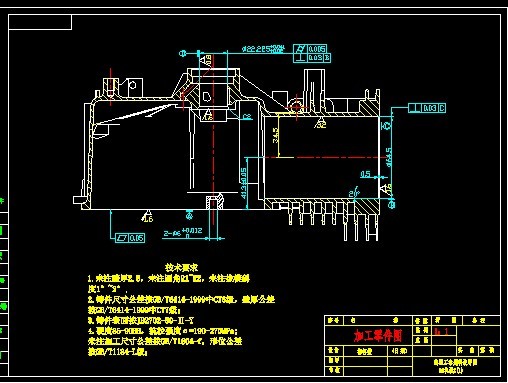
(1) 工件材质:ADC12压铸铝
(2) 工艺内容:上箱体要粗镗一个孔。要求生产纲领为单班制年产5万台
上箱体的上端一个Φ62.5的孔,本课题要求镗Φ64.5的孔。
2.2 主轴箱的总体设计方案
零件加工工艺方案将决定组合机床的加工质量、生产率、总体布局和夹具结构等。所以,在制定工艺方案时,必须认真分析被加工零件图,并深入现场了解零件的形状、大小、材料、硬度、刚性、加工部位的结构特点、加工精度、表面粗糙度,以及现场所采用的定位、夹紧方法、工艺过程、所采用的刀具及切削用量、生产率要求、现场的环境和条件等等。如条件允许,还应广泛收集国内外有关技术材料,制定出合理的工艺方案。指定工艺方案时,还要考虑下列几点基本原则:
(1) 选择合适、可靠的工艺方案
(2) 粗、精加工要合理安排
(3) 工序集中原则
(4) 定位基准及夹紧点的选择原则
在确定工艺方案的同时,也就大体上确定了组合机床的配置形式和结构方案。但还得考虑下列影响因素的影响。
(1) 加工精度的影响
工件的加工精度要求,往往影响组合机床的配置形式和结构方案,例如,加工精度要求高时,应采用固定夹具的单工位组合机床,加工精度要求较低时,可采用移动夹具的多工位组合机床;工件各孔间的位置精度要求高时,应采用在同一工位上对各孔同时精加工的方法;工件各孔间同轴度要求较高时,应单独进行精加工等等。
(2) 工件结构状况的影响
工件的形状、大小和加工部位的结构特点,对机床的结构方案也有一定的影响。例如,对于外形尺寸和重量较大的工件,一般采用固定夹具的单工位组合机床,对多工序的中小型零件,则宜采用移动夹具的多工位组合机床;对于大直径的深孔加工,宜采用具有刚性主轴的立式组合机床等等。
(3) 生产率的影响
生产率往往是决定采用单工位组合机床、多工位组合机床还是组合机床自动线的重要因素。例如,从其他因素考虑应采用单工位组合机床,但由于满足不了生产率的要求,就不得不采用多工位组合机床,甚至自动线来进行加工。而在选择多工位组合机床时,还要考虑:工位数不超过2-3个,并能满足生产率要求时,应选用移动工作台时组合机床;工位数超过4个时才选用回转工作台或鼓轮式组合机床。
(4) 现场条件影响
使用组合机床的现场条件对组合机床的结构方案也有一定的影响。使用单位刃磨刀具、维修、调整能力以及车间布置的情况,都将会影响组合机床的结构方案。
2.3 加工方案制定
总体方案的图纸表达形式,三图一卡的设计,其内容包括:绘制被加工零件工序图、加工示意图、机床联系尺寸图,编制生产率计算卡。
2.3.1 加工方案
根据被加工零件的具体要求和生产纲领的需要,我们设计了下列方案,并根据适合企业年生产纲领要求,使其达到加工效率最高,成本最低。
目 录
1 引言 1
1.1组合机床的概念 1
1.2组合机床的发展历史 2
1.3加工对象及用途 3
1.4组合机床的组成 3
1.5组合机床通用部件分类 5
1.6组合机床的特点和分类 5
2 本设计主要研究内容及加工方案的制定 7
2.1原始数据的介绍 7
2.2主轴箱的总体设计方案 7
2.3加工方案制定 8
2.4选择切削余量 8
2.5确定刀具 10
2.6确定夹具 10
3 “三图一卡”的编制 11
3.1 被加工零件图 11
3.2被加工零件工序图 12
3.3被加工零件示意图 17
3.5机床尺寸联系图 20
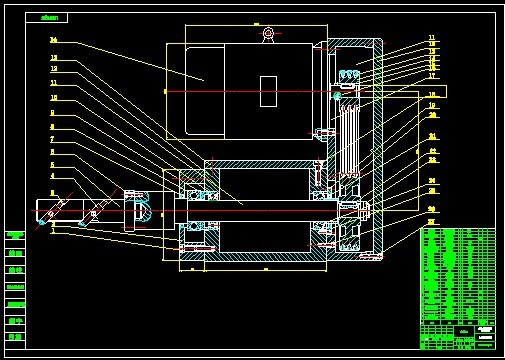
4 组合机床主轴箱设计 22
4.1主轴箱的用途、分类及组成 22
4.2主轴结构形式的选择 22
4.3主轴箱的动力计算及动力箱的选择 22
4.4传动系统的设计与计算 23
4.5主轴箱轮廓尺寸及其相关系数 25
4.6强度校核 25
结束语 32
致谢 33
参考文献 34
1P65F上箱体缸体粗镗孔专机主轴箱设计.doc
A0机床尺寸联系图.dwg
A0箱体零件图.dwg
A0主轴箱总体设计图.dwg
A1主轴新零件图.dwg
A3加工零件工序图.dwg
A3加工零件示意图.dwg
A3小皮带轮.dwg
零件图.dwg
目 录.doc