气缸体的功用和结构特点
缸体是发动机上的主要基础零件,结构复杂,加工精度要求高,加工工艺路线长。一般发动机的汽缸体与曲轴箱合为一体,又称为机体,它又缸体,曲轴箱,机座,主轴轴承盖等零件组成。
气缸体的功用是:
1、支撑发动机上的运动件,并保证活塞,连杆,曲轴等各运动部件的准确位置。
2、缸体上加工的出气盖,水道,油道,以保证发动机换气,冷却和润滑的需要。3、提供使发动机形成完整动力装置所必须的各种辅助设施的安装基准面。
由此可见,以满足发动机的功能要求,就必须使其个表面之间有非常准确的相互位置精度和运动关系。
本次加工的468Q缸体由特种合金铸造成,硬度210-241HB。
二、基准的选择
1、粗基准的选择
根据粗基准选择原则,要保证主要加工表面的余量均匀及保证将来运动件(连杆,曲轴等)与气缸体各表面之间具有必要的间隙,。气缸体的主要加工表面有:主轴轴承座孔,缸套孔,凸轮轴轴承孔等,要保证它们的加工余量均匀,就应该选取主轴轴承座孔和气缸孔组为气缸体加工的粗基准。
汽缸体上铸件,有铸造误差,表面粗糙不平,如果直接用所选的粗基准定位加工大平面(即后续工序的定位精基准),即产生的切削力大,所需夹紧力也大,易使工件变形。同时粗基准表面粗糙不平,也易使工件在加工中松动。所以在加工中采用面积较小距离较远的几个凸台作为过度基准,即首先以粗基准定位加工出过度基准然后用过度基准加工出精基准来。
2、精基准的选择
同其他箱体零件一致,气缸体加工中一般都选用底面及其上的两个工艺孔作为精基准。这样做的优点是:
1)地面面积大,工件安装可靠,平稳,能简单可靠的约束工件的六个自由度
2)后续工序基本上均以一面两孔定位,符合基准统一原则,减少了由于基准转换带来的加工误差。能保证各表面间的相互位置精度,例如,缸套筒与底面的垂直度,主轴中心孔中心线与凸轮轴之间的平行度。
3)由于基准统一,可以简化夹具的设计和制造周期,使用维修方便,成本降低,减少了工件的翻转次数,减轻了工人的劳动强度,易实现自动线加工。
4)加工主轴支撑座孔和凸轮轴轴承时,便于在夹具上设置镗杆的支撑导套,可以保证加工质量和切削用量
三、加工阶段的划分
1.基准加工
在前面几道工序中把基准加工出来,即“基准先行”。
2.平面加工
按照先面后孔的原则将各平面加工出来。
3.主要孔的粗加工
将主要孔的粗加工安排在各面加工完成后进行。
可以尽早暴露工件上的缺陷:
粗加工中切去大部分余量后,内应力重新分布,使工件有较长时间充分变形,使进精加工能得到比较稳定的加工精度。
粗加工中切削力大,所需夹紧力也大,将粗加工放在前面,精粗加工分开,可以减少夹紧变形对精加工的影响。
次要工序加工:例如螺纹孔,油孔,倒角等,在各阶段中穿插进行。
4.主要孔的精加工
包括半精镗,精镗缸套孔和主轴轴承座孔;轴承盖装配后,进行半精镗,精镗及研磨主轴轴承座孔给予只有相互位置精度要求的加工表面。这些是气缸体加工的关键程序。
把主要孔的精加工作为最后的加工阶段,除上述原因之外,还可以防止这些表面加工过程中遭到破坏。
目 录
前 言 i
摘 要 iii
Abstract iv
第一章 概述 1
第一节 组合机床的组成 1
第二节 组合机床的类型 2
一、具有固定夹具的单工位组合机床 3
二、具有移动夹具的多工位组合机床 3
三、转塔式组合机床 4
第二章 组合机床设计概述 5
第一节 组合机床及其特点 5
第二节 组合机床工艺范围及加工精度 6
一、组合机床的工艺范围 6
二、组合机床的加工精度 6
第二节 采用组合机床的经济分析 8
第三节 组合机床的发展趋势 8
一、提高通用部件的水平 8
二、发展适应中、小批生产的组合机床 8
三、采用新刀具 9
四、发展自动监测技术 9
五、扩大工艺范围 9
第三章 组合机床通用部件及其选用 10
第一节 通用部件的类型 10
一、通用部件的分类 10
二、通用部件的型号、规格及配套关系 10
第二节 常用通用部件 11
第三节 通用部件的选用 12
第四章 组合机床总体设计 13
第一节 组合机床方案设计 13
一、拟定方案阶段、 13
二、技术设计阶段 13
三、工作设计阶段 13
第二节 零件分析 13
一、气缸体的功用和结构特点 13
二、基准的选择 14
三、加工阶段的划分 14
第五章 绘制“三图一卡” 16
第一节 加工工序图 16
一、被加工零件工序图的作用和要求 16
二、被加工零件工序图的内容 16
三、编制被加工零件工序图的注意事项 16
第二节 加工示意图 17
一、被加工零件示意图的作用: 17
二、被加工零件示意图的内容: 17
三、选择刀具、导向及有关计算 17
四、加工示意图简图 21
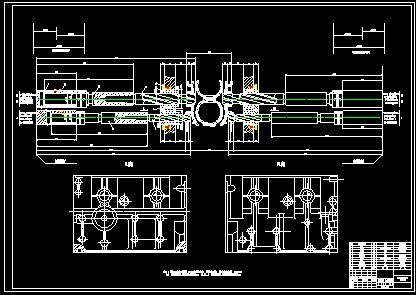
第三节 机床联系尺寸图 21
一、被加工零件联系尺寸图的作用: 21
二、被加工零件联系尺寸图的内容: 21
三、动力部件的选择 21
四、组合机床其它尺寸的确定 22
五、机床联系尺寸图简图: 24
第六章 多轴箱——右主轴箱设计 25
第一节 多轴箱的基本结构 25
第一节 通用多轴箱设计 25
一、绘制多轴箱设计原始依据图 26
二、主轴、齿轮的确定及动力运算 28
三、多轴箱传动设计 30
四、多轴箱坐标计算、绘制坐标检查图 33
第三节 多轴箱的传动设计方案 36
一、传动设计方案分析 36
二、传动系统的设计计算 36
第四节 绘制多轴箱总图及零件图 40
外文资料 42
中文译文 51
致 谢 57
参考文献: 58
468Q发动机缸体双面卧式钻床总体设计及左主轴箱设计.doc
多轴ttt.dwg
工序图.dwg
机床联系尺寸图.dwg
加工示意图.dwg