说明书41页,CAD图纸6张
冲压技术要求:
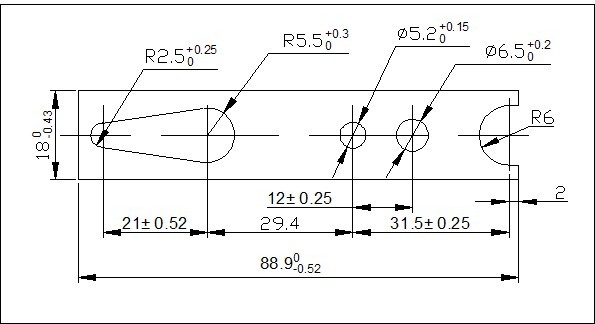
1.材料:H62
2.材料厚度:4mm
3.生产批量:中批量
4.未注公差:按IT14级确定.
2 .零件的工艺性分析.
2.1 零件的工艺性分析 该零件材料为H62(黄铜)结构简单,形状对称,凹模
宽度B=12≥1.2t(t为材料厚度) ,冲孔时有尺寸为
φ6.5 >φ5.2 根据课本 P86页知冲孔时,因受凸模强度的限制,孔的
尺寸不应太小.冲孔的最小尺寸取决于材料性能,凸模的强度和模具结构等.根据
表3-3可查得圆形孔最小值得
d=0.9t=0.9X4=3.6mm<φ5.2 所以满足工艺性要求.
冲裁件孔与孔之间:孔与边缘之间的距离受模具的强度和冲裁件质量的制约,其
值不应过小,一般要求C≥(1~1.5)t,C′>(1.5~2)t所以由冲件图可知
C1=12-5.2/2-6.5/2=6.15>1X4=4,
C2=88.9-21-29.4-31.5-2-2.5=2.5<1X4=4,
C′=18/2-6=3<1.5X4=6.
由以上可知孔与孔之间距离C1满足工艺性要求, C2至少增加1.5才能满足工艺性
要求,而孔到边缘的距离至少增加3才能满足工艺性要求,因此必须在总长88.9加
上1.5,即总长为90.4才能满足工艺性要求,总宽18加上3X2,即总宽为24才能满足
工艺性要求.
由以上分析可得,冲件的长改为90.4 ,宽改为24 才能满足工艺性要求,如图2
—1所示,如果征得有关同意,我们才能继续做下一步的设计.
2.2 冲裁件的精度与粗糙度
冲裁件的经济公差等级不高于IT14级,一般落料公差等级最好低于IT10级,冲孔
件公差等级最好低于IT9级,由表3-5可得落料公差,冲孔公差分别为0.40,0.08.
而冲件落料公差,最高精度冲孔公差分别为0.5,0.15由表3-6得孔中心距公差 ±
0.15而冲件孔中心距最高精度公差为±0.25,因此可用于一般精度的冲裁,普通
冲裁可以达到要求.
由于冲裁件没有断面粗糙度的要求,我们不必考虑.
2.3 冲裁件的材料
由表1-3可得,H62(黄铜),抗剪强度τ=255Mpa,断后伸长率35%,此材料具有良好
的塑性级较高的弹性,冲裁性较好,可以冲裁加工.
2.4 确定工艺方案.
该冲裁件包括落料和冲孔两个基本工序,可采用的冲裁方案有单工序冲裁,复合
冲裁和级进冲裁三种.零件属于中批量生产,因此采用单工序须要模具数量较多,
生产率低,所用费用也高,不合理;若采用复合冲,可以得出冲件的精度和平直度
较好,生产率较高,但因零件的孔边距太小,模具强度不能保证;用用级进模冲裁
时,生产率高,操作方便,通过合理设计可以达到较好的零件质量和避免模具强度
不够的问题,根据以上分析,该零件采用级进冲裁工艺方案.
3. 冲压模具总体结构设计
3.1模具类型
根据零件的冲裁工艺方案,采用级进冲裁模.
3.2 操作与定位方式
零件中批量生产,安排生产可采用手工送料方式能够达到批量生产,且能降低模
具成本,因此采用手工送料方式.零件尺寸较大,厚度较高,保证孔的精度及较
好的定位,宜采用导料板导向,导正销导正,为了提高材料利用率采用始用挡
料销和固定挡料销。
3.3 卸料与出件方式
考虑零件尺寸较大,厚度较高,采用固定卸料方式,为了便于操作,提高生产
率,冲件和废料采用凸模直接从凹模洞口推下的下出件方式。
3.4 模架类型及精度
由于零件材料较厚,尺寸较大,冲裁间隙较小,又是级进模因此采用导向平稳
的中间导柱模架,考虑零件精度要求不是很高,冲裁间隙较小,因此采用Ⅰ级
模架精度。
4. 冲压模具工艺与设计计算
4.1 排样设计与计算
该冲裁件材料厚度较厚,尺寸大,近似方形,因此可采用横排和直排比较合理,