摘要
注射机的选定
3.1概述
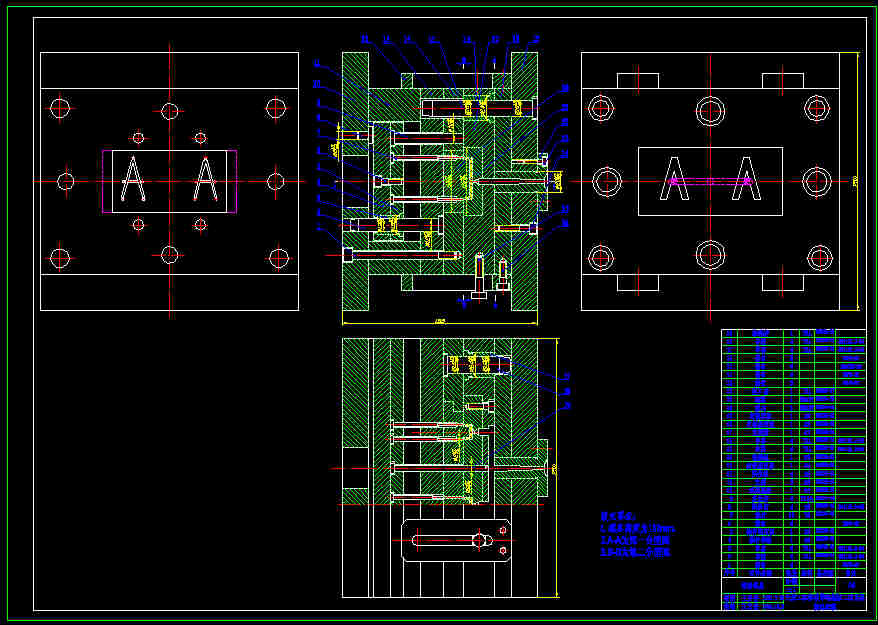
注射模是安装在注射机上的,因此在设计注射模具时应该对注射机有关技术规范进行必要的了解,以便设计出符合要求的模具,同时选定合适的注射机型号。如果两者不相匹配,则模具无法使用,为此,必须对两者之间有关的数据进行校核,并通过校核来设计模具与选择注射机型号。
3.2 注射机的选用
3.2.1 注射量的计算
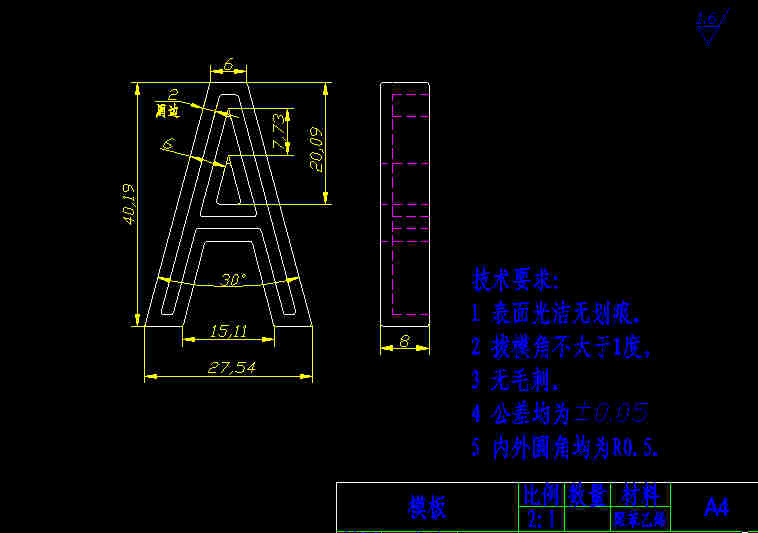
通过建模分析,塑件体积为V1=762cm3,塑件质量m1=V×ρ=830.58g,流道凝料的质量m2还是个未知数,可按塑件质量的0.6倍来估算。从上述分析中确定为一模一腔,所以注射量为:m=1.6=1.6×830.58=1328.9g, V=1.6×V1=1219.2 cm3。
模具型腔能否充满与注射机允许的最大注射量密切相关,应保证注射模内所需熔体总量在注射机实际的最大注射量的范围内。由以下公式:
nm1+m2≤80% m
式中 n ——型腔数量,按设计要求取n=1;
m——注射机允许的最大注射量(g或cm3);
m2——浇注系统所需塑料质量或体积,计算得m2≈457.2cm3;
m1——单个塑件的质量或体积,计算得m1≈762cm3;
由上式计算得m值必须大于1524 cm3。
3.2.2 塑件和流道凝料在分型面上的投影面积几所需锁模力的计算
流道凝料(包括浇口)在分型面上的投影面积为A2,在模具设计前是个未知数。根据统计分析,大致是每个塑件在分型面上的投影面积A1的0.2~0.5倍,因此采用0.35 A1来计算:
A= A1+ A2=1.35 A1=46734.975 mm2
式中 A1=πd2/4=0.785×(210) 2=34618.5 mm2
F= A ×P=46734.975×35=1635724N=1635.72 KN
式中 型腔压力P取35MPa。
3.2.3 选择注射机
根据每一生产周期的注射量和锁模力的计算值,查参考文献[2]中P243的附录F,选用注射机的型号为SZ-2000/4000